SLOVENSKÁ TECHNICKÁ UNIVERZITA V BRATISLAVE
|
|
|
- Olga Kadlecová
- pred 4 rokmi
- Prehliadani:
Prepis
1 SLOVENSKÁ TECHNICKÁ UNIVERZITA V BRATISLAVE MATERIÁLOVOTECHNOLOGICKÁ FAKULTA SO SÍDLOM V TRNAVE STRIHANIE TENKÝCH PLECHOV NEPEVNÝM PROSTREDÍM DIPLOMOVÁ PRÁCA MTF Bc. Michal Rábek 0
2 SLOVENSKÁ TECHNICKÁ UNIVERZITA V BRATISLAVE MATERIÁLOVOTECHNOLOGICKÁ FAKULTA SO SÍDLOM V TRNAVE STRIHANIE TENKÝCH PLECHOV NEPEVNÝM PROSTREDÍM DIPLOMOVÁ PRÁCA MTF Študijný program: tvárnenie Číslo a názov študijného odboru: výrobné technológie Školiace pracovisko: Katedra tvárnenia, UVTE, MTF STU Trnava Vedúci záverečnej práce/školiteľ: Ing. Svätopluk Mečiar, CSc. Trnava Bc. Michal Rábek
3 2
4 P O Ď A K O V A N I E Ďakujem Ing. Svätoplukovi Mečiarovi, CSc., vedúcemu diplomovej práce za odborné vedenie, usmerňovanie a cenné rady pri riešení diplomovej práce. SÚHRN 3
5 RÁBEK, Michal: Strihanie tenkých plechov nepevným prostredím. [Diplomová práca]- Slovenská technická univerzita v Bratislave. Materiálovotechnologická fakulta so sídlom v Trnave; Ústav výrobných technológií.- Školiteľ: Ing. Svätopluk Mečiar, CSc.- Trnava: MtF STU, s. Kľúčové slová: plošné tvárnenie, strihanie nepevným prostredím, kvalita a tvar strižnej hrany Práca sa zaoberá problematikou kvality a tvaru strižnej hrany na tenkých plechoch, využitím strihania nepevným prostredím. Pri vypracovávaní teoretickej časti práce sme potrebné informácie získavali z odbornej literatúry a z internetu. V diplomovej práci je zameraná pozornosť na plošné tvárnenie, predovšetkým na technológiu strihania, uplatnenie strihania nepevným prostredím, materiály vhodné na strihanie nepevným prostredím, metódy strihania nepevným prostredím, nástroje na strihanie nepevným prostredím. Ďalej na použitie tejto technológie v strojárskom priemysle. V praktickej časti sa diplomová práca zaoberá výrobou vzoriek technológiou plošného tvárnenia strihaním nepevným prostredím pomocou nástroja s elastomérom. Vzorky boli podrobené skúmaniu na riadkovacom elektrónovom mikroskope TESLA BS 300, kde boli vytvorené fotografie ich strihových rovín a taktiež boli podrobené skúmaniu na metalografickom mikroskope NEOPHOT32,kde boli vytvorené fotografie vzoriek vytvorených v smere kolmom na smer strihových rovín. Prínos diplomovej práce spočíva v experimentálnom zistení rozdielov strižných hrán na rôznych materiáloch. ABSTRACT Rábek, Michal: Strihanie tenkých plechov nepevným prostredím. [Graduate Theses]- Slovak University of Technology Bratislava. Faculty of Materials Science and Technology; Institute of Industrial Engineering. - Supervisor: Ing. Svätopluk Mečiar, CSc.- Trnava: MtF STU, s. key words : surface forming, cutting unstable environment, quality and shape of the shorn edge This deals with the quality and shape of the shorn edges of thin sheets, using cutting unstable environment. In developing the theoretical part of the work we need to gather information from literature and the Internet. The thesis focuses attention on the surface forming, especially in cutting technology, the application of cutting unstable environment, materials suitable for cutting unstable environment, the methods of cutting unstable environment, tools for cutting unstable environment. Furthermore, the use of this technology in the engineering industry. The practical part of the thesis deals with the production samples of sheet metal cutting technology, unstable environment by using the elastomers. Samples were subjected to examination on REM microscope TESLA BS 300, which was where the photos of their dress and planes also were subjected to metallographic examination on NEOPHOT32 microscope, where images of the samples were made up in a direction perpendicular to the direction of the planes dress. The contribution of this thesis is the experimental findings of differences staple the edges of the various materials. 4
6 OBSAH 1.TECHNOLÓGIA STRIHANIA Štruktúra látok Amorfné látky Kryštalické látky Dislokácie v kryštáloch Druhy dislokácie Hranové dislokácie Závitové dislokácie Rýchlosť pohybu dislokácií Podstata a hlavné znaky tvárniacich procesov Plastická deformácia kovov Amorfný spôsob posunu atómov Translačný sklz Zložitý sklz Meziblokový priebeh plastickej deformácie Dvojčatenie Medzikryštáľový priebeh plastickej deformácie Kritické sklzové napätia Pretváraný odpor Delenie materiálu Strihanie Charakteristika a princíp strihania Strižná medzera Základné operácie strihania Kvalita strižnej plochy Presné strihanie a strihanie gumou Stroje a nástroje pre strihanie Presné strihanie Pristrihovanie Strihanie so zaoblenou strižnou hranou Kalibrovanie Presné strihanie s nátlačnou hranou Strihanie pružnými nástrojmi Objemové strihanie Strihanie tenkostenných profilov a trubiek Technologickosť konštrukcie výstrižkov NEKONVENČNÉ SPÔSOBY STRIHANIA Strihanie zvýšenou rýchlosťou Strihanie pružným prostredím Všeobecné poznatky 35 5
7 2.2.2 Základné metódy tvárnenia gumou Podstata metódy Guerin Metóda Marform Hlavné časti nástroja požiadavky Výpočet veľkosti strižnej sily Technologickosť Výhody Nevýhody Technologické požiadavky pri výstrižkoch IDEOVÝ NÁVRH PRÍPRAVKU NA STRIHANIE MATERIÁLU Popis jednotlivých častí nástroja Základová doska Matrica Stopka Horný diel nástroja - objímka Elastomér Výpočet veľkosti strižnej sily Strižná sila pre mäkké materiály Strižná sila pre oceľ V súčasnosti používané materiáli 51 4 VYHODNOTENIE EXPERIMENTU Experiment Formulácia experimentu Určenie objektu Zostavenie experimentu Vlastný experiment Zistenie a analýza výsledkov Vyhodnotenie experimentu 65 Záver 67 Zoznam bibliografických odkazov 68 6
8 ZOZNAM PRÍLOH PRÍLOHA A - Základová doska PRÍLOHA B - Matrica PRÍLOHA C - Stopka PRÍLOHA D Horný diel nástroja - objímka PRÍLOHA E Technické parametre stroja LEXN 100 C PRÍLOHA F - Video práca nástroja 7
9 ZOZNAM ILUSTRÁCIÍ A TABULIEK Obr. 1: Krištáľové mriežky 12 Obr. 2: Hranové dislokácie 13 Obr. 3: Závitová dislokácia 13 Obr. 4: Schematické znázornenie závislosti V dis = f (τ) preυ = konst. 14 Obr. 5: Schéma kritického sklzového napätia 17 Obr.6. Mechanizmus strihania a jeho tri fázy 19 Obr.7. Strižná medzera 21 Obr.8. Základné práce strihania 22 Obr.9. Kvalita strižnej plochy 23 Obr. 10 Strihanie gumou 25 Obr.11 Pristrihovanie 27 Obr.12 Strihanie so zaoblenou strižnou hranou 28 Obr.13 Presné strihanie s nátlačnou hranou 29 Obr.14 Príklady strihania tenkostenných profilov 31 Obr. 15 Úprava rohov výstrižku 33 Obr. 16 Prechody oblúkov do priamych častí 33 Obr.17 Vystupujúce časti obrysov 33 Obr.18 Vonkajší tvar výstrižku 34 Obr. 19 Vhodný tvar výstrižku negatív pozitív 34 Obr.20 Klasické riešenie nástroja 35 Obr. 21 Nástroj pre vyššiu sériovosť výroby 36 Obr.22 Strihadlo s viacerými vrstvami gumy. 37 Obr.23, Strihadlo s gumovým stieračom a vyhadzovačom 38 Obr. 24. Princíp metódy Guerin 39 Obr. 25a Tvárnenie metódou Marform 40 Obr. 25b Princíp strihania 40 Obr.26. Schéma elastického strihadla 43 Obr.27.Základová doska 47 Obr.28. Matrica 47 Obr.29. Stopka 48 Obr.30. Horný diel nástroja objímka 49 Tabuľka 1: Mechanické vlastnosti Polytanu 51 Tabuľka 2: Vlastnosti Polytanu Obr.31. Lis LEXN 100C 57 Obr.32. Nástroj upnutý v stroji 58 Obr.33. Polotovar pred tvárnením(vľavo) a po tvárnení(vpravo) 58 Obr.34. Vzorky 59 Obr.35. TESLA BS Obr.36. Smer pohľadu 60 Obr.37. Meď 60 Obr.38. Hliník 61 Obr.39. Oceľ 62 Obr.40. Nehrdzavejúca oceľ 62 Obr.41. Smer pohľadu a mikroskop NEOPHOT Obr.42. Meď 63 Obr.43. Hliník 64 Obr.44. Oceľ 65 8
10 Obr.45. Nehrdzavejúca oceľ 66 ZOZNAM SKRATIEK A SYMBOLOV - A - materiálová konštanta (1) - υ - absolútna teplota o ( K) - τ pôsobiace šmykové napätie (Mpa) -1 - V Dis - rýchlosť pohybu dislokácie (m.min ) -1 - v o - rýchlosť zvuku pre daný kov (m.s ) - τkr- kritické sklzové napätie (Mpa) o - λ- uhol sily ( ) - F- sila (N) - s hrúbka (mm) - Ra - drsnosť povrchu (1) - R - zaoblenie (mm) - IT - presnosť (1) - Sh tvrdosť gumy (1) - HRc tvrdosť podľa Rockwela (1) - t 0 hrúbka plechu (mm) - D 0 priemer prístrihu (mm) - k 1 koeficient ťahania (mm) - 5 priemer prieťažníka (mm) - RO Rýchlorezná oceľ (1) 9
11 ÚVOD V diplomovej práci bude najprv rozpísaná všeobecná teória tvárnenia kovov. Ďalej bude vykonaná štúdia technológie plošného tvárnenia, kde najväčšia pozornosť bude upriamená na strihanie. Hlavným cieľom teórie tvárnenia je opis tvárniaceho deja. Preto nevyhnutne vychádza z všeobecných zákonov teórie plasticity. Teória tvárnenia vychádza z mechaniky telies, ktorá na rozmerovej úrovni hmotných elementov, so zreteľom na mechanické schémy deformácie, stanovuje konkrétne hodnoty napätia a pretvorenia v jednotlivých miestach deformovaného telesa v priebehu procesu tvárnenia. Technologické procesy tvárnenia patria k základným procesom strojárskej technológie. Ide o výrobné procesy, ktorými sa vplyvom účinku mechanickej a tepelnej energie mení konštrukčné materiály na polovýrobky, ktoré sa zvyčajne ďalšími procesmi, predovšetkým trieskovým obrábaním, mení na hotové výrobky. Jednotlivé procesy tvárnenia vďaka postupujúcim vedeckým poznatkom sa už tak rozpracovala, že umožňujú strojové súčiastky vyrábať na hotovo s presnosťou, ktorá v niektorých prípadoch sa vyrovná trieskovému obrábaniu. Technológia tvárnenia predstavuje neobyčajne rozsiahly vedný odbor. Pri vývoji tejto technológie sa vyžadujú vedomosti o vnútornej stavbe kovov a zmenách ich mechanických a technologických vlastností. Cieľom tejto práce bude experimentálne zistiť vplyv použitia jednotlivých materiálov na kvalitu strižnej plochy v procese strihania nepevným prostredím. 10
12 1.TECHNOLÓGIA STRIHANIA 1.1 Štruktúra látok Atom je schopný samostatne existovať len za určitých okolností. Zlučovaním atómov sa vytvárajú molekuly. Pri rovnakých atómoch molekuly prvkov, pri rôznych atómoch molekuly zlúčenín, samozrejme, len za určitých podmienok. Jednotlivé látky vytvorené molekulami sa môžu vyskytovať v plynnom, kvapalnom alebo v tuhom stave. Pre vytvorenie niektorého skupenstve je rozhodujúce nielen väzba medzi atómami, ale aj tlak a teplota, pri ktorých sa táto väzba uskutočňuje. [3] Amorfné látky Vyznačujú sa v tuhom stave menej pravidelným, alebo až náhodným usporiadaním. Krištáľová mriežka je silne deformovaná a táto deformácia v látkach silne amorfných je taká, že nie je možné nájsť pri porovnaní takmer žiadnu stopu po podobnom usporiadaní. [3] Kryštalické látky Reprezentujú predovšetkým tuhé látky a ich stavebné častice sú usporiadané zákonite a pravidelne do určitých tvarov. Vyznačujú sa aj pomerne ostro ohraničený bodom tavenia. Pri ohreve týchto látok je možné pozorovať na krivke ohrevu charakteristické zdržanie (interval tavenia), ktoré presne ohraničuje tuhý stav od kvapalného stavu. Väčšina kovov kryštalizuje v kubickej a hexagonálnej sústave. Preto tieto sústavy majú pri vnútornej stavbe kovov najväčší význam. [3] a( kubická plošne centrovaná b( kubická priestorovo centrovaná c( hexagonálna 11
13 Obrázok 1: Krištáľové mriežky[3] Dislokácie v kryštáloch Pri neperiodickom usporiadaní sú jednotlivé častice hmoty rozmiestnené neurčito a tvoria stále poruchy mriežky s geometricky neusporiadanými atómami. Podľa veľkosti a tvaru kryštalografickej neusporiadanosti rozoznávame mriežkové poruchy: a) Bodové (bezrozmerné) b) Čiarové (jednorozmerné) c) Plošné (dvojrozmerné) d) Priestorové (trojrozmerné) Z hľadiska teórie plastických pretvorení majú najväčší význam čiarové poruchy - dislokácie. Dislokácia je porucha, ktorá sa prejavuje vysunutím atómu z pravidelných polôh kryštálovej mriežky. [3] Druhy dislokácií V súvislosti s otázkami pevnosti a plasticity kovov majú význam tieto dve dislokácie: a) hranová b) závitová [3] Hranové dislokácie Na obrázku 2 je postup vzniku hranovej dislokácie v kryštály. Rovina ABEF je oproti spodnej rovine posunutá v smere šípky o jednu medzi atómovú vzdialenosť. Vidíme, že porucha v pôvodnom usporiadaní atómov má priamkový charakter. [3] 12
![Obrázok 2: Hranové dislokácie[3] 1.1.3.3 Závitové dislokácie Na obr.](/docs-images/102/154292936/images/14-1.jpg "3 je vidieť, že pri skrutkové dislokáciu je horná časť kryštálu proti jeho spodnej časti o niečo posunuté v kolmom smere na predchádzajúci smer posunu.")
14 Obrázok 2: Hranové dislokácie[3] Závitové dislokácie Na obr. 3 je vidieť, že pri skrutkové dislokáciu je horná časť kryštálu proti jeho spodnej časti o niečo posunuté v kolmom smere na predchádzajúci smer posunu. Tým vzniká skrutková dislokácie, čiže porucha v konfigurácii atómov v kryštálu. [3] Obrázok 3: Závitová dislokácia [3] Rýchlosť pohybu dislokácií Dislokácie sa pohybujú určitými rýchlosťami, ktorých veľkosť pre daný kov záleží na veľkosti pôsobiacich napätí a teplotných podmienok. Závislosť rýchlosti pohybu dislokácie na základných faktoroch môžeme znázorniť v tvare exponenciálnej funkcie: 13
15 V = v. exp (- A/τ.υ ) (9) Dis 0 kde: - A - materiálová konštanta - υ - absolútna teplota - τ pôsobiace šmykové napätie - V - rýchlosť pohybu dislokácie Dis - v - rýchlosť zvuku pre daný kov o Obrázok 4: Schematické znázornenie závislosti V dis = f (τ) preυ = konst. [9] Z tvaru exponenciálnej funkcie vyplýva, že intenzita rýchlosti pohybu dislokácie sa zmenšuje so zvyšovaním napätia a asymptoticky sa približuje k rýchlosti zvuku. [9] Podstata a hlavné znaky tvárniacich procesov Základom všetkých tvárniacich procesov sú veľké plastické deformácie, ktoré sú možné plastickými vlastnosťami niektorých kovov a zliatin. Ide tu o trvalú zmenu tvaru a rozmerov výtvarkov, vyvolanú účinkom vonkajších síl pomocou tvárniaceho nástroja a stroja. Vonkajšie sily musia vyvolať taký stav napätosti, pri ktorom je prekročená medza sklzu. Vzniká tak trvalá deformácia požadovaného smeru a veľkosti, bez toho aby došlo k porušeniu súdržnosti.[6] 14
16 1.1.6 Plastická deformácia kovov Pri tvárnení kovov predchádza vždy plastickej deformácií deformácia elastická. Plastická deformácia je vo svojej podstate pohyb jednotlivých čiastočiek kovov voči sebe, bez toho, aby medzi nimi prestala pôsobiť súdržnosť. Táto vlastnosť kovov umožňuje ich spracovanie tvárnením. Mechanizmus vzniku plastickej deformácie možno vysvetliť na základe dislokačnej teórie, tj. pohybom a vznikom mriežkových porúch. Rozoznávame tieto základné mechanizmy deformácie: amorfný spôsob posunu atómov, translačný sklz, zložitý sklz, medziblokový priebeh plastickej deformácie, dvojčatenie, medzikryštaľový priebeh plastickej deformácie. [6] Amorfný spôsob posunu atómov Vyskytuje sa vo veľmi viskóznych kvapalinách a amorfných látkach pozostávajúcich z jednoduchých molekúl. Pri dostatočne vysokých teplotách blízkych teplotám tavenia, sa vyskytuje aj v kovoch. [3] Translačný sklz Je základný začiatočný posun atómov pri plastických deformáciách monokryštálov a polykryštalov.[3] Zložitý sklz Pri ďalšom rozvoji plastickej deformácie prechádza pôvodný translačný sklz do zložitého sklzu. Od translačného sklzu sa zložitý sklz odlišuje týmito charakteristickými znakmi: [3] - Hoci sa vnútri deformovaného kryštálu mení kryštalografická orientácie jeho niektorých častí medzi jednotlivými pásmami sklzu, tým sa menia fyzikálne i mechanické vlastnosti kryštálu. - Pásma sklzu strácajú pri vyššej deformácií rovinný tvar, ohýbajú sa a natáčajú. - V kryštáloch s kubickou mriežkou vzniká dvojitý sklz. Tento sklz nemôže nastať v kryštáloch s kubickou mriežkou, ktorá má len jeden systém aktívnych sklzových 15
17 rovín. [3] Medziblokový priebeh plastickej deformácie Pri plastických deformáciach sa kryštály rozpadnú na jednotlivé bloky, ktoré tvoria krištáľovú mozaiku. Tieto bloky, ktorých hranice sa odlišujú o malé uhly, navzájom sa pootočia, a tak sú zdrojom nenávratných deformácií. Tým sa zmení celkový tvar kryštálu. Keďže tieto tvarové zmeny prebiehajú medzi jednotlivými blokmi, hovoríme o medziblokovom priebehu plastickej deformácie. [3] Dvojčatenie Dvojčatením nastáva nezvratná zmena kryštálu. Krištáľové dvojčatá vznikajú aj mechanickým účinkom vonkajších síl pri určitej koncentrácii napätia. V tomto prípade hovoríme o mechanickom dvojčatení kryštálu. Pri mechanickom dvojčatení je dôležitá teplota a rýchlosť účinku vonkajšej sily. Pravdepodobnosť vzniku krištáľových dvojčiat rastie s klesajúcou teplotou a so zväčšujúcou sa rýchlosťou silového pôsobenia. Veľmi ľahko vznikajú dvojičky pri rázovom účinku vonkajšej sily. [3] Medzikryštáľový priebeh plastickej deformácie Pri tomto spôsobe plastickej deformácie sa navzájom posúvajú zrná na ich hraniciach. Do akej miery sa uplatní medzikryštáľový priebeh plastickej deformácie závisí predovšetkým na deformačných podmienkach a na pevnosti väzby na hraniciach zŕn. [3] Kritické sklzové napätia Napätie potrebné na sklz v určitej sklzovej rovine sa nazýva kritickým sklzovým napätím (šmykovým) a označuje δτ. kr 16
18 Obrázok 5: Schéma kritického sklzového napätia [3] Rôzne orientácie zŕn spôsobia, že šmykové napätie nedosiahne naraz vo všetkých šmykových rovinách rovnakú veľkosť. To spôsobí, že v niektorých zrnách vznikne len pružná a v iných, ktoré sú výhodne orientované na smer pôsobenia sily, plastická deformácia. Najvýhodnejšia orientácia roviny šmyku (sklzu) a pôsobiace sily je pod uhlom λ = 45 obr. 5, keď šmykové napätie dosahuje maximum. Podľa obr. 5 je monokryštál namáhaný v smere kolmom na rovinu ab silou F. Prierezová plocha ab má veľkosť S. Od roviny sklzu sa odchyľuje o uhol φ, smer sklzu tvorí so smerom pôsobiacej sily uhol λ. [3] Pretváraný odpor Odpor pôsobiaci pri tvárnení v smere proti hlavnému napätiu, ktoré spôsobuje deformáciu, je deformačným (pretváraným) odporom. Ten závisí najmä od teploty, deformačnej rýchlosti, medzi sklzu, trenia, rozmerov tvárneného telesa. [6] 1.2 Delenie materiálu Do tvárnenia sú zahrnuté dva spôsoby delenia materiálov: strihaním a lámaním. Pri strihaní sa materiál oddeľuje šmykovým pôsobením dvoch strižných hrán a rozdelenie predchádza značné pretvorenie. Hodí sa preto dobre pri mäkkých, tvárnych materiáloch menších hrúbok. 17
19 Lámanie sa používa pri delení tvrdších, krehkejších materiálov väčšej hrúbky. Láme sa ohybom a rozdeleniu v požadovanom mieste sa pomáha vrubom. Pri strihaní a zvlášť pri lámaní materiálu je časť deliacej plochy, plochou vzniknutou lomom, ktorého priebeh nie je pravidelný. Vhodnou úpravou postupu a zariadenia možno však dosiahnuť prijateľných výsledkov vo väčšine prípadov. Mimo toho disponuje tvárnenie niekoľkými spôsobmi, ktorými možno získať dostatočne presné a dokonalé deliace plochy.[5] 1.3 Strihanie Strihanie je beztrieskové delenie materiálu, najmä plechu v požadovanej kvalite strihov, pri ktorom do materiálu z obidvoch strán vnikajú kliny (nože). Pri strihaní sa v mieste deformácie prerušia vlákna materiálu a dôjde k oddeleniu časti materiálu Nože musia mať primeranú pevnosť, tvar a tesný dotyk v mieste strihu. Vôľa medzi ostriami je medzera, veľkosť ktorej závisí od hrúbky strihaného materiálu. Pri veľkej vôli dochádza k deformácii strihaného materiálu, pri malej vôli nedôjde k prestrihnutiu materiálu. [5] Strihanie môže byť: a) Po otvorenom obryse (ak striháme na nožniciach všetkých druhov). Strihá sa z tabuli, pásov a pod. Ide vlastne o prípravu polovýrobkov na ďalšie spracovanie. b) Po uzavretom obryse pri vystrihovaní strihadlami z tyčí, pásov, čiže z nástrihu. Výstrižok je iba časťou východiskového materiálu, zvyšok je odpad. Na strihanie sa používajú tieto druhy nožníc: [5] ručné nožnice strojové nožnice Charakteristika a princíp strihania 18

20 Priebeh procesu strihania môžeme rozdeliť do troch základných fáz: a) prvá fáza pružný aj plastický ohyb bez oddeľovania častí materiálu. V materiály až do prekročenia medze sklzu v ploche strihu vzniká pružná deformácia. Po prekročení medze sklzu dochádza k plastickému ohybu. Táto fáza býva 5 až 8 % z hrúbky materiálu v závislosti od jeho mechanických vlastností, b) druhá fáza plastický strih (čistý strih), pri ktorom sa materiál oddeľuje šmykovými napätiami. Hĺbka vniknutia strižnej hrany do materiálu v tejto fáze je závislá od pevnostných a plastických vlastností materiálu. Táto fáza tvorí bežne asi 10 až 25 % z hrúbky strihaného materiálu, c) tretia fáza oddelenie častí materiálu odtrhnutím. Prevažujú tu najmä ťahové napätia, ktoré spôsobia rýchle šírenia sa trhlín a lom, čím dôjde k oddeleniu častí materiálu, d) štvrtá fáza táto fáza prebieha už po oddelení materiálu. Strihanie sa ukončí vytlačením výstrižku (alebo odstrižku) z polotovaru. [1] Obr.6. Mechanizmus strihania a jeho tri fázy ( bez zachytenia fázy oddelenia) [1] Strižná medzera Strižná medzera je vzdialenosť medzi protiľahlými strižnými hranami, meraná v rovine strihaného plechu. 19
 druhu strihaného materiálu (jeho pevnosti), b) hrúbky strihaného materiálu, c) tvaru výstrižku, d) materiálu strižných hrán.")
21 Strižná vôľa je súčet strižných medzier po oboch stranách tvarového strižníka (ak je strižná čiara uzavretá). [1] Veľkosť strižnej medzery je závislá od: a) druhu strihaného materiálu (jeho pevnosti), b) hrúbky strihaného materiálu, c) tvaru výstrižku, d) materiálu strižných hrán. Nesprávna strižná medzera má tieto dôsledky: 1. malá strižná medzera(obr.7) zvyšuje strižnú silu a prácu, spôsobuje tzv. dvojnásobné strihanie, zhoršuje kvalitu strižnej plochy. Čiastočne znižuje ohyb v prvej fáze strihu a veľkosť ostriny, 2. veľká strižná medzera (obr.7) zapríčiňuje veľkú deformáciu okraja strižnej plochy ohybom, spôsobuje vťahovanie materiálu do medzery a tým značne zvyšuje strižnú silu a spôsobuje aj veľké namáhanie strižných hrán bočnými silami. Ďalej zapríčiňuje vyťahovanie veľkých ostrín a všeobecne nekvalitnú strižnú plochu. [2] Obr.7. Strižná medzera (správna, malá, veľká) [2] Základné operácie strihania Základná práca strihania zahrňuje nasledovné operácie(obr.8): a) jednoduché strihanie strihanie na nožniciach čiara strihu je otvorená a priamková, ide vlastne iba o delenie materiálu (plechov, pásov, tyčí) na požadované rozmery, 20
22 b) dierovanie čiara strihu je uzatvorená krivka, vystrihnutá časť materiálu je dopad, c) vystrihovanie čiara strihu je uzatvorená krivka, vystrihnutá časť je výstrižok, d) ostrihovanie ide o oddelenie prebytočného materiálu (napr. ostrihovanie výťažkov, výkovkov a pod.), čiara strihu je väčšinou uzatvorená, e) prestrihovanie čiara strihu je neuzatvorená krivka, ktorá neústi na okraj materiálu, f) nastrihovanie čiara strihu je neuzatvorená, väčšinou priamková a ústi na okraji materiálu, g) pristrihovanie ide o oddelenie tenkej vrstvy materiálu po klasickom strihaní za účelom zvýšenia kvality strižnej plochy a zvýšenia presnosti výstrižku, h) presné strihanie ide o výrobu veľmi presných výstrižkov s vysokokvalitnou strižnou plochou i) pretrhávanie ide o vytvorenie otvorov, výstupkov, hrotov, pričom sa prebytočný materiál nevystrihne, ale sa vyhne j) vysekávanie ide o vysekávanie otvorov z mäkkých materiálov na mäkkej podložke [1] 21
23 Obr.8. Základné práce strihania(a-dierovanie, b-vystrihovanie, c-ostrihovanie, d-prestrihovanie, e- nastrihovanie, f-pristrihovanie, g- presné strihanie, h- pretrhávanie, j-vysekávanie) [1] Kvalita strižnej plochy Strižná plocha je vytvorená obecné štyrmi plochami(obr.9). Pri oceľovom plechu hrúbky s= 20,6 mm bolo namerané: Plocha 1 6 % s, Plocha 2 10 % s, 22
24 Plocha 3 80 % s, Plocha4 4 % s, Plocha 3 tvorí pri bežnom strihu 80 % strižnej plochy, a preto je pre posúdenie kvality strižnej plochy charakteristická. Trhliny postupujú od ostria oboch nožov. Stretnú sa v strede deleného materiálu a vytvoria strižnú plochu. Nemusia sa však stretnúť vždy presne svojimi čelami. Potom vznikne trieska, alebo sa na povrchu strižnej plochy vytvorí zátrh. Triesky sa zhromažďujú pod miestom strihu a môžu spôsobiť problémy, napr. pri presnom dierovaní, kedy sa dostanú medzi pohybujúce sa časti nástroja. Ak je strihaný materiál anizotropný, môžu vzniknúť ďalšie šmykové trhliny v mieste zvýšeného obsahu vtrúsením.[7] Obr.9. Kvalita strižnej plochy(1-zaoblenie vstupnej hrany, 2-zatlačenie noža, 3- vlastná strižná plocha, 4- zatlačenie spodného noža) [7] Strižná plocha Základné faktory ovplyvňujúce akosť povrchu strižných plôch: Konštrukcia a stav strihadla, najmä jeho strižných hrán (drsnosť povrchu činných častí nástroja: do hrúbky plechu 1 mm sa odporúča Ra = 0,8 až Ra = 0,4, pre hrúbky nad 1 mm je Ra = 3,2 až 1,6). Veľkosť a rovnomernosť strižnej vôle. 23
25 Mechanické vlastnosti strihaného materiálu. So stúpajúcou tvrdosťou sa akosť zhoršuje. Počet zdvihov lisu. Do hrúbky plechu 1 mm sa pri rýchlobežných lisoch (počet zdvihov 400 za minútu) dosahuje lepšia plocha. Drsnosť povrchu pri vystrihovaní sa dosahuje Ra = 3,2 až 6,3, pri ostrihovaní a dierovaní Ra = 2,5 až 6, Presné strihanie a strihanie gumou Presné strihanie je metóda zlúčeného strihania (vonkajší aj vnútorný tvar sa vystrihujú súčasne) na zhotovovanie výstrižkov s obvodovou plochou o nepatrnej drsnosti povrchu. Spoločným pôsobením nástroja a lisu na presné strihanie sa zamedzí tvoreniu trhlín. Vtlačením nátlačnej hrany do materiálu okolo obvodu strižných hrán sa zabráni tečeniu materiálu z miesta strihu. Súčiastky z tenkých plechov je možné vystrihovať jednoduchými nástrojmi, ktorých činnú časť, spravidla strižnicu, tvorí gumový vankúš(obr.10). Gumový vankúš je zložený spravidla z niekoľkých dosák. Výhodou tejto technológie je jednoduchý a lacný nástroj, rýchla príprava výroby, strihanie niekoľkých súčiastok naraz. Nevýhodou je veľký odpad, menší výkon, ohraničená hrúbka strihaného plechu. [2] Obr. 10 Strihanie gumou(1-upínacia stopka, 2-upínacia doska, 3-strižná doska, 4- guma, 5-rám, 6- základová doska, 7-strihaný materiál[2] 24
26 1.3.6 Stroje a nástroje pre strihanie Na strihanie sa používajú nasledovné typy strojov: a) nožnice slúžia na delenie materiálu a prípravu polotovarov pre ďalšie spracovanie; delíme ich na: - tabuľové: - mechanické, - hydraulické, - kotúčové nožnice, - ručné pákové nožnice, b) lisy pri strihaní v strihadlách, používajú sa najmä: mechanické - excentrické, - kľukové, c) dierovacie automaty programovo riadené, majú jednoduchý nástroj, d) stroje pre presné strihanie - mechanické, - hydraulické. [1] Lis na presné strihanie zaručuje malú pracovnú rýchlosť počas strižného zdvihu a časovú stratu vyrovnáva zrýchleným spätným pohybom. [2] Pri zostavovaní automatických liniek s lismi alebo strojmi pre presné strihanie sa používajú tieto prídavné zariadenia: - odvíjacie zariadenia, - navíjacie zariadenia, - podávacie zariadenia, - rovnacie zariadenia, - šrotovacie nožnice na delenie odpadu, - dopravník pásové, vibračné a pod., - manipulátory. [1] Nástroje pre strihanie sa nazývajú podľa jednotlivých operácií, napr. dierovadlo, vystrihovadlo, prestrihovadlo, nastrihovadlo, pristrihovadlo, ostrihovadlo atď. Podľa druhu strihadla a postupu strihania môžu byť strihadlá: 25
27 a) jednoduché na jednom pracovnom mieste sa vykonáva jedna strižná operácia na jeden zdvih, b) viacnásobné na jeden zdvih sa na viacerých pracovných miestach vykonávajú rovnaké strižné operácie, ide vlastne o viacradové strihanie na jeden zdvih, c) postupové na jeden zdvih sa na viacerých pracovných miestach vykonávajú rôzne strižné operácie. Strihaný polotovar (pás, zvitok, a pod.) sa po vykonaní zdvihu posúva o jeden krok, d) zlúčené na jeden zdvih sa na jednom pracovnom mieste vykonáva viac operácií strihania. [1] Pri presnom strihaní je nástroj presnej a tuhej konštrukcie s nepatrnou vôľou medzi strižníkom a strižnicou (vôľa je skoro nulová). [2] 1.4 Presné strihanie Presnosť rozmerov výstrižkov, otvorov aj akosť strižnej plochy pri bežnom strihaní často nevyhovuje požiadavkám výroby. Pre výrobu výstrižkov s menšími toleranciami a kvalitnou strižnou plochou používame technológiu presného strihania. Rozoznávame tieto metódy presného strihania : - pristrihovanie - strihanie so zaoblenou hranou - kalibrovanie - presné strihanie s nátlačnou hranou Pristrihovanie Princíp pristrihovania je oddeľovanie malého množstva kovu zo strižnej plochy. V prvej operácii sa vystrihne výstrižok v bežnom strižnom nástroji s prídavkom na pristrihovanie. V ďalšej operácii sa odstrihne tento prídavok v pristrihovacom nástroji. Podľa konštrukcie 26
28 funkčných častí možno pristrihnúť s kladnou(obr.11a) alebo so zápornou strižnou vôľou(obr.11b). Obr.11 Pristrihovanie(a - s kladnou vôľou, b - so zápornou vôlou) [8] Pri pristrihovaní sa musí dbať na to, aby bol smer pristrihovania zhodný s predchádzajúcim strihaním (trieska sa musí začať strihať na strane najväčšieho prídavku, inak sa predčasne vylamuje). Pre pristrihovanie sa používa obvykle jedna operácia. Výnimočne sa pri hrubších súčiastkach niekoľko operácii. Kvalitnejšia pristrihovacia plocha vzniká pri pristrihovaní zo zápornou strižnou vôľou. Strižník v poslednej fáze strihu podopiera oddeľovaný materiál a tím zamedzuje predčasnému vytrhnutiu materiálu. Výstrižok nie je otvorom strižnice pretlačený naraz, ale až v nasledujúcom zdvihu ďalším polotovarom. Medzera medzi čelom strižníka a čelom strižnice v dolnej úvrati býva 1 až 2,5 násobok hrúbky prídavku na pristrihnutie, min. 0,1 až 0,2 mm. Väčších presností sa dosahuje u tvrdších materiálov. Mäkké materiály sú náchylné k vytrhávaniu. Dosiahnuteľná drsnosť strižných plôch u vhodných materiálov býva v rozsahu Ra = 0,6 až 1,6 μm. [8] Strihanie so zaoblenou strižnou hranou Pri strihaní so zaoblenou hranou je vyhladzovaná strižná plocha zaoblením ostria strižnice alebo strižníka (obr.12 ). Zaoblené hrany strižnice spôsobia vysokú kvalitu vonkajšieho obrysu, zaoblené hrany strižníka, kvalitu vnútorného obrysu. 27
29 Zaoblenie nástrojov sa volí minimálne. Veľké zaoblenie zväčšuje priehyb výstrižku a podporuje tvorenie otrepov. Doporučené zaoblenie je R = 0,2 s. Menšie zaoblenie sa volí v miestach s úzkymi stenami alebo výčnelkami v obryse strihu. Strižná vôľa sa odporúča 0,01 až 0,025 mm. Nástroj musí dokonale zaisťovať vzájomnú polohu strižníka a strižnice. Strižná sila je asi o 20 % väčšia ako pri jednoduchom strihaní. Materiály vhodné pre tento spôsob strihania musia mať dobrú tvárnosť. Presnosť výstrižkov býva IT 9 až IT 11. Drsnosť strižných plôch Ra = 0,4 až 0,8 μm. [8] Obr.12 Strihanie so zaoblenou strižnou hranou[8] Kalibrovanie Metóda zlepšenia rozmerovej presnosti a kvality povrchu. Pri vonkajších povrchoch, výstrižok pretlačovaný zaoblenou strižnicou. Pri vnútorných povrchoch, otvorom pretlačovaný tŕň. Kalibrovanie je menej presné ako pristrihovanie, vyžaduje vyššie sily. Povrch súčiastok je spevnený. [8] Presné strihanie s nátlačnou hranou Pri strihaní s nátlačnou hranou je strihaný materiál v počiatočnej fáze stlačený medzi pridržiavačom, strižnicou, strižníkom a vyhadzovačom (obr.13 ), a nátlačná hrana je 28
30 vtlačená do materiálu ešte pred vlastným strihom. Materiál sa pri vystrihovaní neprehýba a radiálna zložka tečenia je zachytávaná nátlačnou hranou. Vplyvom tlakových napätí sa pásmo plastického strihu rozširuje cez celú hrúbku materiálu. Lisy pre presné strihanie s nátlačnou hranou sú špeciálne trojčinné lisy so samostatným ovládaním všetkých troch hlavných pohybov. Drsnosť strižnej plochy odpovedá Ra = 0,4 až 1,6μm. Je dosahovaná rozmerová presnosť v stupni IT6 až IT 9.[8] Obr.13 Presné strihanie s nátlačnou hranou[8] Strihanie pružnými nástrojmi V kusovej a malosériovej výrobe tenkostenných rozmerných výstrižkov (oceľ do s = 1 mm, dural do s = 1,2 mm, Al do s = 2 mm) možno pevnú strižnicu nahradiť pružným materiálom. Guma tvrdosť 65 až 80 Sh. Hrúbka gumy a =5 až 8 (h). Hrúbka strižnej dosky h = 4t hrúbky materiálu. Tlak p = 5 až 20 Nmm -2. Pracovná plocha až 6 m 2. Strihá sa na hydraulických lisoch. Výhodou sú lacné nástroje, možnosť kombinácie operácie s ohýbaním a plytkým ťahaním. 29
31 Nevýhoda je zvýšený odpad vyvolaný nutnosťou veľkého presahu materiálu, malý výkon a relatívne malá životnosť gumy. [8] 1.5 Objemové strihanie Objemové strihanie za studena sa používa pre strihanie tyčí a profilov rôznych prierezov. Strihanie uzavretými nožmi je vhodné pre materiály opracované lúpaním a brúsením, ktoré majú malé tolerancie rozmerov. Pri presnom objemovom strihaní na špeciálnych zariadeniach musí byť v mieste strihu vyvodený viacosový stav napätosti. Podľa spôsobu namáhania možno toto strihanie rozdeliť na : strihanie radiálnym zovretím tyče, strihanie s axiálnym predpätím tyče, strihanie s krutovým predpätím tyče. Pridaná napätosť má priaznivý vplyv na kvalitu strižnej plochy. Profily a tyče veľkých prierezov sa strihajú objemovým strihaním za zvýšených teplôt. Mäkké ocele triedy 11 sa strihajú pri teplotách 200 až 300 C, oceli triedy 11 a 12 s vyšším obsahom uhlíku pri 450 až 700 C. [7] 1.6 Strihanie tenkostenných profilov a trubiek Profily a trubky možno strihať (deliť) bez odpadu alebo s odpadom(obr.14). Deformácia profilov je závislá na rozdelení strihu a na tom či je profil fixovaný na jednej alebo oboch stranách strihu. [8] 30
![Obr.14 Príklady strihania tenkostenných profilov[8] 1.](/docs-images/102/154292936/images/32-0.jpg "7 Technologickosť konštrukcie výstrižkov Návrh výstrižku musí rešpektovať vlastnosti materiálu (anizotropiu) a zvláštnosti technológie strihania : - drsnosť strižnej plochy sa zmenšuje so zvyšujúcou")
32 Obr.14 Príklady strihania tenkostenných profilov[8] 1.7 Technologickosť konštrukcie výstrižkov Návrh výstrižku musí rešpektovať vlastnosti materiálu (anizotropiu) a zvláštnosti technológie strihania : - drsnosť strižnej plochy sa zmenšuje so zvyšujúcou sa tvárnosťou materiálu - odchýlka kolmosti strižnej plochy sa zväčšuje so (opotrebením sa) zväčšujúcou strižnou vôľou - pozdĺž strižnej plochy dochádza k stenčeniu materiálu - materiál pozdĺž strižnej plochy sa spevňuje 31
33 - rozmery výstrižku sa menia odpružením a opotrebením nástrojov - najmä pri malých hrubostenných výstrižkov dochádza k prehnutiu výstrižku ohybovým momentom strihania Z toho vyplývajú zásady technologickosti výstrižkov: - nezužovať tolerancie rozmerov pod reálnu medzu pre strihanie na bežnom zariadení. - tolerancie sú funkciou hrúbky steny a rozmeru výstrižku - ak nie je strižná plocha funkčná, nepredpisovať jej drsnosť ani kolmosť - pri nefunkčných plochách nepredpisovať akosť povrchu ani kolmosť k rovine plechu - pri výstrižkoch z tenkých plechov nepredpisovať rovinnosť, u hrubostenných iba výnimočne - minimálna veľkosť otvoru, ktorú možno bežným nástrojom prestrihnúť, je u mäkkej ocele 0,6 až 0,8 mm, ak je strižník vedený pridržiavačom 0,25 až 0,30 mm, pri tvrdej oceli je to 1,2 až 1,5 mm, respektíve 0,5 až 0,5 mm - otvorom kruhového prierezu je nevyhnutné dať vždy prednosť - vzdialenosť medzi otvormi, otvorov od okraja výstrižku má byť min. 0,8 až 1,5 s. Pri mäkkých materiáloch sa tieto hodnoty zväčšujú o 15 až 25 % - šírka vyčnievajúcich častí obrysu alebo najmenšia šírka úzkych výstrižkov má byť b > 1,5 s - rohy majú byť radšej zrazené ako zaoblené, zrazenie 45 je nevyhnutné ak vzniká výstrižok postupným strihom (Obr.15 ) Obr. 15 Úprava rohov výstrižku, vľavo- nevhodná, vpravo- vhodná[4] - minimálne uhly rohov pri tvrdých plechoch (600MPa) > 90 o, u mäkkých (<300 MPa) > 45 o - ostré rohy možno vyrobiť na dve operácie 32
34 - nie je správne meniť na výstrižku polomer zaoblenia rohov a striedať ostré a zaoblené rohy - plynulé prechody oblúkov do priamych častí obrysu zdražujú nástroj a vyžadujú uzavretý strih s postranným odpadom a prepážkami (Obr.16) Obr. 16 Prechody oblúkov do priamych častí: a) nevhodné, b) vhodné[4] - vystupujúce dlhšie časti obrysu majú mať výšku h max = 1,2 s( obr.17) Obr.17 Vystupujúce časti obrysov[4] - najvhodnejší tvar výstrižku je rovnobežník ktorého protiľahlé strany sú tvarované ako pozitív a negatív (obr.18) Obr.18 Vonkajší tvar výstrižku[4] 33
35 - ak nie je možné dodržať tvar pozitív-negatív, vyhovuje aj tvar symetrický vzhľadom na os strany (obr.19) Obr. 19 Vhodný tvar výstrižku negatív - pozitív[4] - trojuholníkový tvar výstrižku je výhodný pokiaľ ide o rovnoramenný trojuholník - kruhový obrys výstrižku je nevýhodný kvôli veľkému odpadu materiálu.[4] 34
![2. NEKONVENČNÉ SPÔSOBY STRIHANIA Medzi špeciálne spôsoby strihania patrí strihanie pomocou gumy a strihanie zvýšenou rýchlosťou. [6] 2.](/docs-images/102/154292936/images/36-0.jpg "1 Strihanie zvýšenou rýchlosťou Strihanie zvýšenou rýchlosťou je založené na zmenšení objemu s vyčerpanou plasticitou na minimum, dráhy trhlín od strižných hrán sú veľmi blízke a výsledkom sú kolmé a")
36 2. NEKONVENČNÉ SPÔSOBY STRIHANIA Medzi špeciálne spôsoby strihania patrí strihanie pomocou gumy a strihanie zvýšenou rýchlosťou. [6] 2.1 Strihanie zvýšenou rýchlosťou Strihanie zvýšenou rýchlosťou je založené na zmenšení objemu s vyčerpanou plasticitou na minimum, dráhy trhlín od strižných hrán sú veľmi blízke a výsledkom sú kolmé a rovinné strižné plochy. To všetko je možné iba pri kritických rýchlostiach, pre uhlíkové ocele okolo 3 až 5 m. s -1. [6] 2.2 Strihanie pružným prostredím Všeobecné poznatky Vhodným doplnkom klasického strihania je strihanie gumou, resp. iným médiom podobných vlastností. Pri malých sériách je hlavnou prednosťou pohotovosť a malé zriaďovacie náklady. [5] 1 - upinacia stopka 2 - upinacia doska 3 - vzomica 4 - guma 5 - rám 6 -základová doska Obr.20 Klasické riešenie nástroja (5) 35

37 Hlavnými časťami nástroja sú upínacia stopka 1, doska 2, rám 5 a základová doska 6. Gumový vankúš 4 je uložený v ráme 5. Pri práci podlieha opotrebeniu, ktoré stúpa s tvrdosťou gumy. Pre strihanie používame tvrdosť elastoméru Sh. Umožňuje zhotovenie výstrižkov. S mäkšou gumou dosiahneme dlhšiu životnosť, ale potrebný tlak sa zvyšuje, lebo nastáva tečenie gumy. Hrúbka gumového vankúša sa volí 5-7 násobok hrúbky strihaného materiálu. Vzornica (šablóna) 3 sa pre malé série nekalí, no pre stredné serie je potrebné ju tepelne spracovať na HRc. Hrúbka vzornice má rozhodujúci vplyv na úspešný výsledok. Z praxe je známe, že jej hrúbka má byť: - tvrdý Al 5t - mosadz 7t -Cu 9t - mäkká oceľ l0t -tvrdá oceľ 11t t = hrúbka materiálu Pri strihaní je možné i dierovanie, ak sa upravia v šablóne diery, pretože tlak gumy pôsobí na celej ploche. Ak presahuje séria 3000 výstrižkov, stáva sa celooceľové strihadlo (klasické) výhodnejšie z hľadiska efektívnosti, ale nie z hľadiska rýchlosti výroby. Pre väčšie série boli vyvinuté nástroje na strihanie gumou podľa obr. 21 [5] Obr. 21 Nástroj pre vyššiu sériovosť výroby 36

38 Nástroj podľa obr. 22 má gumový vankúš umiestnený v doske 2. Na doske 6 je možné rozmiestniť niekoľko vzorníc, aby bola využitá celá plocha. Gumový vankúš je z viacerých vrstiev a vždy sa pri opotrebení vymení len horná vrstva. Tyče 8 majú zabrániť deformácii materiálu okolo hrán vzorníc a zvýšiť napätosť materiálu. [5] 1 - upínacia stopka, 2 - upínacia doska, 3 rám, 4 guma, 5 vzornica, 6 - ponorná doska, 7 - základová doska, 8 - tyč zabraňujúca deformácii materiálu Obr.22 Strihadlo s viacerými vrstvami gumy. [5] Strihadlo podľa obr. 23 dokáže spracovať oceľový materiál do hrúbky 3 mm. Výplň strižnice je z tvrdej gumy, takže výstrižok je gumou aj vyhadzovaný. Strižník je zalisovaný do upínacej dosky. Dĺžka strižníka býva mm, aby okolo neho mohol byť upevnený gumový vankúš dostatočnej hrúbky. [5] 37
39 1 - upínacia doska, 2 - upínacia doska, 3 -- vodiace stĺpiky, 4 - základová doska, 5 - kotevná doska, 6 strižník, 7 strižnlca, 8 - stierač (guma), 9 - vyhadzovač (guma) Obr.23, Strihadlo s gumovým stieračom a vyhadzovačom[5] Základné metódy tvárnenia gumou Už v roku 1876 bol v USA udelený patent na strihanie fólií pomocou gumy na meno Guerin Podstata metódy Guerin Metóda Guerin je vhodná pre niektoré druhy strihania, ohýbania i pre plytký ťah. Dá sa použiť na mechanických aj hydraulických lisoch. Schéma metódy Guerin je na obr. 24. V objímke b je uložená guma c. 38

40 Na ponornej doske f je umiestnený lisovník, kam sa ukladá aj materiál. Schéma zobrazuje síce ťahanie, ale princíp metódy je zrejmý. Pri strihaní by musel byť strižník e otočený naopak. [5] Medznú hodnotu rozmeru prístrihu, kedy sa začínajú na okraje príruby tvoriť vlny, určíme zo vzťahu: T 0 /D = 4.d(1 k 1 ) kde: kde: t 0 hrúbka plechu D 0 priemer prístrihu (mm) k 1 koeficient ťahania k 1 = 5/D 0 d priemer prieťažníka(mm) a - upínacia doska, b - objímka, c - guma, d - materiál, e - lisovník, f- ponorná doska, g - základová doska, h - stôl lisu Obr. 24. Princíp metódy Guerin[5] Metóda Marform Táto metóda sa hodí pre podobné práce ako metóda Guerin, ale tiež pre hlboký ťah. Tvárnenie touto metódou je znázornené na obr. 25 a, strihanie na obr. 25 b 39
![Obr. 25a Tvárnenie metódou Marform[5] Obr. 25b Princíp strihania[5] Na ponornej doske d je uložená strižná doska c, na ňu položíme prístrih (pás) plechu b.](/docs-images/102/154292936/images/41-1.jpg "Zvrchu tlačí na miesto strihu gumový vankúš a až sa obe dosky pritlačia.")
41 Obr. 25a Tvárnenie metódou Marform[5] Obr. 25b Princíp strihania[5] Na ponornej doske d je uložená strižná doska c, na ňu položíme prístrih (pás) plechu b. Zvrchu tlačí na miesto strihu gumový vankúš a až sa obe dosky pritlačia. Okraj plechu, ktorý prečnieva cez okraj strižnej dosky, je súčasne pritlačovaný k ponornej doske d, pevne držaný a ohýbaný okolo ostrých hrán strižnej dosky. V priestore medzi hranou strižnej dosky a plechu, v ktorej sa plech dotýka ponornej dosky, pôsobí stále tlak gumy na materiál. Pretože materiál je pevne uchytený silami vzniknutými trením, vzniká v ňom ťahové napätie, ktoré rastie až k medzi pevnosti. [5] V mieste koncentrácie napätia na strižnej hrane dôjde k odtrhnutiu materiálu. Trecia sila musí byť dostatočná, čo zabezpečíme dostatočnou šírkou strihaného okraja. Ak nie je toto splnené, okraj materiálu sa posunie, dôjde k ohnutiu, pretože sa zníži ťahové napätie. [5] Hodnota h a b sa určí z empirických vzťahov: h= l0t b = 3h 40
42 h -výška strižnej dosky (mm) b - dĺžka prečnievajúceho okraja (mm) t- hrúbka materiálu Strižná hrana musí byť ostrá, nie zaoblená, pretože materiál sa potom oddelí v inom mieste. Skosenie strižnej hrany a by malo byť α = 2-4. Ak je α malé - ustrihnutie plechu nastane inde, mimo strižnej hrany Ak je α veľké - poškodí sa guma. [5] 2.3 Hlavné časti nástroja - požiadavky Objímka - býva najviac namáhaná a jej konštrukcia, preto musí byť najmohutnejšia. Gumový vankúš má zvyčajne hrúbku 150 mm a skladá sa z dosiek hrubých mm. Ponorná doska - má plošné rozmery cca o 1 mm menšie ako je svetlý priestor objímky. Táto vôľa až do tlaku 200 MPa nedovolí, aby do nej vnikla guma. Strižná doska - je zvyčajne hrubá 6-10 mm. Horná strana musí byť hladká, pretože nerovnosti by zanechali stopy na výstrižku. [5] Výpočet veľkosti strižnej sily Pracovná sila nepôsobí iba na strižnú plochu strihaného alebo dierovaného kusa, ale na celý predmet a na celú plochu objímky. Rátame preto so špecifickým tlakom: pre duralové plechy rôznych hrúbok možno použiť Poljak - Sorokinov vzťah [9]: p =100 (0,5 +t) (Mpa) (9) kde: t - hrúbka plechu (mm) Celková sila F vyjde zo vzťahu: F = p.s / 1000 (N) kde: S - plocha objímky (mm 2 ). 41
43 Tlak potrebný pre odstrihnutie oceľového plechu približne určíme zo vzťahu: p =10. R rm (0,5 + t) (Mpa). (9) kde: R m - medza pevnosti materiálu (Mpa) Strihanie elastickou poduškou z gumy je jednoduchá, známa a osvedčená metóda. Ak nahradíme gumu polyuretánovými elastomermi, môžeme tento spôsob použiť v kvalitatívne lepšej forme. Túto metódu môžeme použiť pre niektoré zvláštne spôsoby strihania. Prednosťou je, že umožňuje súčasne strihanie a ťahanie i ďalšie zlúčené operácie. Nástroj je jednoduchý a rýchlo realizovateľný. Elastická poduška zastupuje strižník alebo strižnicu. Na elastickú podušku sa prenáša sila z tvárniaceho stroja. So zvyšujúcim sa tlakom, vystrihne elastická podložka, ktorá je uzavretá v ráme vyrábaný diel na hrane strižnice. Pri zmene výroby sa vymení iba strižná vložka, ak pracovná plocha podušky elastomeru vyhovuje rozmeru výstrižku. Nástroj je vlastne skoro univerzálny. Náklady na výrobu nástroja sú relátívne malé. Vystrihnutie súčiastky je prácnejšie, pretože prístrih treba presne založiť. Spôsob sa hodí pre prototypy, kusovú a malosériovú výrobu, prípadne v údržbe. [5] Konštrukčné usporiadanie strihadla je na obr. 26 a, b 1- dolný diel nástroja, 2- rám nástroja, 3- elastická poduška, 4a- strižnica, 4b- strižník, 5- plech Obr.26. Schéma elastického strihadla a dierovadlo, b strihadlo[5] 42
44 Strihanie pri tomto spôsobe prebieha odlišne od bežného strihania a rozdeľujeme ho na tri štádia: 1. Tlak sa postupne zväčšuje až na obryse strižnej hrany vznikne intenzívne miestne ťahanie strihaného plechu, pričom sa plech deformuje. 2. Po dosiahnutí kritickej deformácie sa začne materiál strihať - oddeľovať v najtenšom mieste a strižný proces postupuje ďalej. Odstrihne sa cca 90 % obvodu. Pri stúpajúcej tvrdosti elastomeru sa tlak zvyšuje a toto štádium sa urýchľuje. 3. Elastomer sa primkne k odpadu, ktorý drží za neodstrihnutú časť obvodu, tlačí naň a vypĺňa voľný priestor. Po dosiahnutí potrebného tlaku sa oddelí zvyšok obvodu. [5] Prvé a druhé štádium ovplyvňujú fyzikálne a mechanické vlastnosti elastickej podušky a plechu. Na tretie štádium má veľký vplyv konštrukcia nástroja. Týmito nástrojmi možno strihať oceľové plechy do t = 2 mm, Rm< 400 MPa. Plechy z hliníka a mosadze môžeme strihať aj hrubšie. Volíme radšej menej ťažné materiály. Pri zrovnaní s klasickými nástrojmi je presnosť výstrižkov z elastických strihadiel horšia. Presnosť sa zmenšuje závisle od strihanej hrúbky plechu. Dôvodom je to, že rozmery dier sa zmenšujú a obrys výstrižku sa zväčšuje. [5] Prístrih používame väčší, preto je teda väčší aj odpad. Táto metóda sa vyznačuje menším využitím materiálu. Oproti ostatným riešeniam má ale rad výhod. Sú to najmä: Ľahké a rýchle zhotovenie prototypov vzoriek, malých sérií pri nízkych nákladoch na realizáciu nástroja. - Výstrižky sa v nástroji rovnajú bez poškodenia povrchu. - Zmena výroby je v podstate iba výmena jedného funkčného elementu iným. - Výhody týchto strihadiel sú väčšie ako nedostatky a vytvárajú podmienky pre použitie elastických strihadiel v typoch výroby s malými sériami výrobkov. Pri strihaní sa deformuje odpad, preto potrebná pracovná sila bude zväčšená o hodnotu, ktorá spôsobuje deformáciu. Veľkosť tejto sily závisí na spôsobe strihania. Ak dierujeme 43
45 alebo vystrihneme, tak je sila rozdielna. Pri súčasnom dierovaní a strihu sa hodnoty oboch spôsobov zrátajú. Potrebný tlak pre dierovanie otvorov sa získa prostredníctvom elastomeru, ktorého obvod je nestlačiteľný. [5] 2.4 Technologickosť Výhody Veľmi jednoduchý a lacný nástroj, rýchla príprava, možnosť strihať niekoľko súčiastok naraz, strihanie sa môže spojiť s inými základnými prácami. [1] Nevýhody Veľký odpad materiálu, menší výkon, ohraničená hrúbka strihaného plechu. [1] Technologické požiadavky pri výstrižkoch 1. Čo najjednoduchší tvar bez dlhých výčnelkov. 2. Nepožadovať ostré hrany zaoblenia 0,25 až 0,6 s. 3. Rohy vonkajšieho obrysu zaobliť len vtedy ak sa súčiastka vystrihuje po celom obvode. 4. Vyhýbať sa strihaniu dlhých a tiahlych súčiastok. 5. Najmenšie priemery dier voliť s ohľadom na hrúbku a vlastnosti materiálu. 6. Maximálna vzdialenosť diery od okraja súčiastky má byť aspoň rovná hrúbke plechu s. Ak je hrana otvoru rovnobežná s obrysom tak 1,5 s. 7. Minimálna vzdialenosť diery od polomeru zaoblenia ohybu má byť (1 až l,5)s.[1] 44
 a strižnice(guma). Na spodnej časti nástroja, ktorý je pomocou dvoch upíniek upnutý na pracovnom stole umiestnime plech.")
46 3. IDEOVÝ NÁVRH PRÍPRAVKU NA STRIHANIE MATERIÁLU Tento nástroj bol navrhnutý tak, aby bolo možné na ňom vystrihovať zadaný výrobok (reklamný predmet) z plechu. Tento nástroj pracuje na princípe strižníka(vzornica) a strižnice(guma). Na spodnej časti nástroja, ktorý je pomocou dvoch upíniek upnutý na pracovnom stole umiestnime plech. Horná časť nástroja, ktorá je upnutá v lise, pomocou tlaku vystrihne zadaný tvar. Pred samotným vystrihnutím dôjde k pritlačeniu položeného plechu k spodnej časti nástroja gumou. To sa deje, aby bolo zabezpečené pevné uchytenie plechu, a tým umožnené oddelenie materiálu. Následne dôjde vplyvom zvyšujúceho sa tlaku k plastickej deformácii materiálu na hrane vzornice, a k jeho odtrhnutiu. Tento nástroj je navrhnutý ako laboratórny, takže nie je vhodný pre viackusovú výrobu. 3.1 Popis jednotlivých častí nástroja Základová doska Je vyrobená z konštrukčnej ocele a slúži pre osadenie vzornice pomocou kolíka. Vnútri dosky sú dve diery pre umiestnenie pružín a čapov. Kolík priemeru 6 mm v strede dosky slúži na vystredenie vzornice a tiež ako poistka proti jej posunutiu (obr.27).prílohaa 45
47 Obr.27.Základová doska Matrica Je vyrobená z nástrojovej ocele Matrica nie je na upínacej doske uchytená napevno. Riešenie nástroja ako laboratórneho si takéto riešenie ani nevyžaduje. Upevnenie matrice je realizované prostredníctvom kolíka. Matrica má skosenie smerom od strižnej hrany k jej spodnej časti. V jej spodnej časti je zahĺbenie pre vymedzovací kolík priemeru 6 mm. Matrica pre malé série nie je kalená, kalí sa len pre stredné série a to na tvrdosť HRc. Jej hrúbka má byť vhodne zvolená podľa typu strihaného materiálu v tomto prípade 9,2 mm (obr.28). Príloha B Obr.28. Matrica 46
48 3.1.3 Stopka Tento diel je vyrobený z konštrukčnej ocele a slúži pre upnutie hornej časti nástroja- objímky do lisu. Na stopke je v spodnej časti narezaný závit M 24 pre uchytenie upínacie dosky (obr.29.) Príloha C Obr.29. Stopka Horný diel nástroja - objímka Je vyrobená z konštrukčnej ocele Slúži na zabezpečenie správnej polohy gumy v nástroji. Prenáša sily ktoré vznikajú pri zdvihu lisu, pôsobením rozťahujúcej sa gumy. V pracovnej časti nástroja sa nachádza príruba, ktorá zabraňuje vypadnutiu gumy z nástroja, ktorá je k objímke priskrutkovaná šiestimi skrutkami M8 x 35 s valcovou hlavou a vnútorným šesťhranom (obr.30). Príloha D 47
49 Obr.30. Horný diel nástroja - objímka Elastomér Hlavnou pracovnou časťou nástroja je elastomér (guma). Pre strihanie používame tvrdosť Sh (Shore). Umožňuje zhotovenie výstrižkov. Hrúbka gumového vankúše sa volí 5-7 násobok hrúbky strihaného materiálu. Čím je elastomér mäkší tým je vyššia jeho životnosť ale zvyšuje sa potrebný tlak a dochádza k tečeniu gumy. [5] 3.2 Výpočet veľkosti strižnej sily Strižná sila pre mäkké materiály (hliník, meď,) Špecifický tlak: p = 100. (0,5 + t) [9] p špecifický tlak (Mpa), t hrúbka plechu (mm) 48
50 p = 100. ( 0,5 + 0,55) p = 105 Mpa Celková sila: F celková sila ( N), S plocha objímky (mm 2 ) F = p. S/ 1000 [9] F = ,625/ 1000 S = = = 18859,625 mm 2 F = 1 980, N Strižná sila pre oceľ (AISI 1.141), Rm = Mpa Špecifický tlak: p špecifický tlak (Mpa), t hrúbka plechu (mm), Rm pevnosť materiálu (Mpa), p = 10. Rm. ( 0,5 + t) [9] p = ( 0,5 + 0,55) p = Mpa Celková sila: F celková sila ( N), S plocha objímky (mm 2 ) F = p. S/ 1000 [10] F = ,625/ 1000 S = = = 18859,625 mm 2 F = N V súčasnosti používané materiáli V dnešnej dobe je najčastejšie používaným materiálom elastomér z názvom POLYTAN Polyuretánový elastomér PolyTAN využíva kombináciu flexibility, veľkej pevnosti v ťahu a vysokej oteruvzdornosti. Vykazuje vysokú stálosť v benzíne, minerálnych olejoch, ropných produktoch a ozóne. PolyTAN spĺňa podmienky pre zaradenie do kategórií HF-1 a FV-2 podľa ISO 1210 v požiarnej bezpečnosti. Tento materiál má po oddialení plameňa samozhášajúce schopnosti. [5] 49
51 Vlastnosti: PolyTAN veľmi dobre odoláva minerálnym olejom, mazacím tukom, nafte a ropným produktom. Málo odolný je voči benzénu a chlórovaním uhľovodíkom. PolyTAN sa vyrába beztlakovým liatím do otvorených foriem alebo odstredivým liatím. Vyrába sa v rôznych stupňoch tvrdosti - 65, 80, 90, 93 a 95 Sh. Použitie: - Strojárstvo - Automobilová a dopravná technika - Lekárska technika - Letectvo a kozmonautika - Potravinárske stroje - Nápojová a baliaca technika - Stavebníctvo Tabuľka 1: Mechanické vlastnosti Polytanu Typ Tvrdosť E Ťažnosť Polytanu (Sh) (MPa) (%) Pevnosť v ťahu (Mpa) Odporúčaná deformácia (%) Relatívny útlm pri teplote (%) / ,5 4, ,5 6,5 4,5 4,5 Poznámka: Teplota je udávaná v stupňoch Celzia. Tabuľka 2: Vlastnosti Polytanu 15 Vlastnosť Jednotka Polytan 15 15/80 15/90 15/95 tvrdosť (± 5 ) ShA pevnosť v ťahu (min) N/mm ťažnosť (±10%) % * odolnosť proti odieraniu mm * hustota g.cm -3 1,26 1, odrazová pružnosť % deformácia tlakom pri 70 C/24 hod %
52 Obrábanie Polytanu Tvrdé typy Polytanu 80 Sh A a viac, sa dajú dobre obrábať. Mäkké sú nevhodné na obrábanie. [5] Rezné podmienky: Sústruženie posuv nástroja z RO je 0,1-0,2 mm Pre tvrdosti Sh A je rezná rýchlosť m. min" 1 a pre tvrdosti Sh A je m. min 1. Geometria nástroja: a o = 12, p o = 53,Xr = 25. Frézovanie Používa sa rezná rýchlosť m. min" 1. Nástroj je z rýchloreznej ocele s uhlom a 0 " 10 > Xr = 20. Neodporúča sa používať nástroje s väčším počtom zubov, pretože odber triesky je náročný. Vŕtanie Vŕtanie sa robí bežnými vrtákmi na oceľ. Odporúča sa rýchlosť m. min" 1 pri minimálnom posuve 0,01-0,02 mm. Pri tvrdých typoch Polytanu sa dá rýchlosť posuvu zväčšiť. Do hĺbky 20 mm sa môže vŕtať bez chladiacej kvapaliny. Brúsenie Brúsenie dielov z Polytanu sa robí karborundovými kotúčmi za súčasného chladenia vodou. Pri brúsení rotačných dielov ot.min" 1, posuv 60 mm. min 1 otáčky kotúča 750 ot. min 1, tvrdosť kotúča k, zrnitosť 60-80, priemer mm, šírka kotúča 40 mm. [5] 51
53 4 VYHODNOTENIE EXPERIMENTU 4.1 Experiment Experiment môžeme charakterizovať ako cieľavedome navodený proces pozmeňujúci spontánnosť prírodných procesov priamym pôsobením technickými nástrojmi na experimentálne objekty alebo menením podmienok, v ktorých sa objekt nachádza a tým zisťovanie zmien, ktoré takto vzniknú. [11] Pretože podstatou experimentu je cieľavedomé pôsobenie na experimentálne objekty, ide vždy o presnú predstavu, ako sa bude na objekt pôsobiť a hypoteticky sa takisto očakávajú výsledky pôsobenia, ktoré sú zisťované vyššie popísanými metódami, najmä pozorovaním a meraním. V tomto zmysle je možné povedať, že experiment je prakticky overovanou hypotézou, z ktorej vyplýva. Rozlíšenie medzi experimentmi môžeme vykonávať podľa najrôznejších kritérií. Najčastejším je rozlíšenie medzi experimentom uskutočneným v prirodzenom prostredí a experimentom v laboratórnych podmienkach, prípadne experimentom na reálnom objekte a experimentom vykonanom na modeli. [11] Ďalšie rozlíšenie je na experiment fixačný, experiment reprodukčný a experiment kreačný. Fixačným experimentom rozumieme také pôsobenie na objekt, ktorého výsledkom je pozorovanie a meranie hodnôt, ktoré by bez pôsobenia experimentálnych prostriedkov nebolo možné zistiť. Môže ísť napríklad o zastavenie dynamiky procesov, alebo rozštiepenie pozorovaného objektu na fragmenty. Pri reprodukčnom experimentu sa experimentátor snaží dosiahnuť prirodzených procesov ustanovením rôznych podmienok, v ktorých sa experimentálny objekt nachádza. V priebehu experimentu sú merané jednotlivé podmienky, prípadne sú eliminované nepodstatné podmienky. Tieto podmienky sú potom charakterizované ako dostatočné a potrebné. 52
54 Pri kreačnom experimente ide o vytváranie nových javov, ktoré nie sú v prirodzenom stave experimentálnych objektov. Ako ilustrácie tohto typu experimentov môže byť uvedené napríklad vytváranie umelých hmôt. Pri tomto type experimentu je možné dosiahnuť buď očakávaného výsledku alebo výsledku náhodného, teda neočakávaného. V tomto prípade je nutné analyzovať, ktoré z podmienok (javov) spôsobili neočakávaný výsledok a je potrebné prehodnotiť hypotézu. [11] Pri experimentálnej metóde je zvyčajne uplatňovaný tento postup: - Formulovanie hypotézy, - Určenie objektu, - Zostavenie experimentu, - Vlastný experiment, - Zistenie a analýza výsledkov, - Vyhodnotenie experimentu. Najdôležitejšia časť je vlastný experiment, pri ktorom je nutné dodržanie niektorých zásad a využitie všetkých možností, aby výsledok bol čo najúplnejší. Predovšetkým ide o sledovanie výsledkov pri rôznych podmienkach. ďalšie možnosťou je kombinácia zásahu a vplyvu prostredia na experimentálne objekt. Pri experimente môžeme tiež ovplyvňovať len vybrané vlastnosti objektu a niekedy je nutné izolovať objekt od náhodných a vedľajších vplyvov, ktoré by mohli mať skresľujúci vplyv na výsledok. Dôležitou zásadou je opakovanie experimentu, dôraz je takisto potrebné klásť na presnosť merania, pozorovania a popis. Veľmi dôležité je porovnanie výsledku experimentálneho a kontrolného objektu Formulácia experimentu Experiment je zameraný na zistenie rozdielov v správaní rôznych druhov materiálov pri technologickom procese. Týmto procesom bude technológia plošného tvárnenia materiálu nepevným prostredím v tomto prípade gumou. Následne získané informácie budú konfrontované z doterajšími skúsenosťami z touto technológiou. 53
55 4.2.2 Určenie objektu Objektom experimentu boli vzorky plechu z hrúbkou 0,55 mm. Tieto vzorky boli upravené na prístrihy v tvare osemuholníka zo zaoblenými rohami s priemerom 150 mm. Na zaistenie výpovednej hodnoty experimentu boli skúšané vždy tri vzorky z každého materiálu. Materiály vzoriek: - Meď CuZn1000Chemické zloženie :(obj.%) Cu Fe max 0.01 Pb max 0.01 Zn zbytok - Hliník STN Chemické zloženieň: (obj.%) [13] Al 99,5 - Nehrdzavejúca oceľ SS 316 Chemické zloženie: (obj.%) C <0.03 Cr Ni Mo 2-3 Mn <2 Si <1 P <0.045 S < Oceľ AISI Chemické zloženie: (obj.%) C Mn P 0.04 S

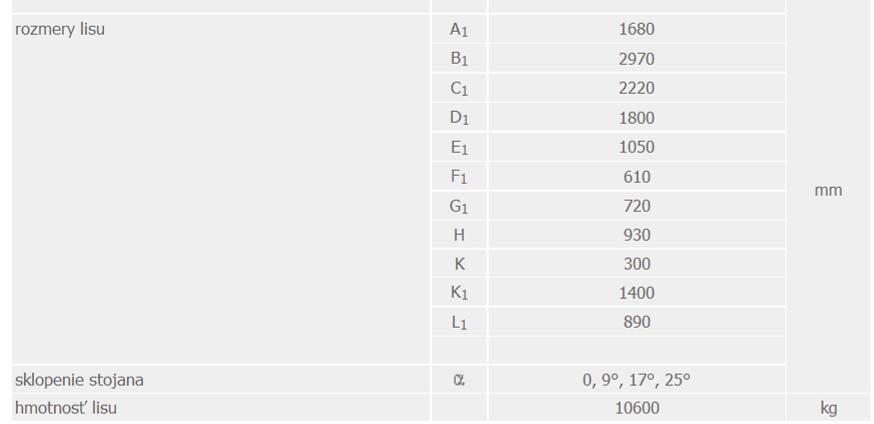
56 4.2.3 Zostavenie experimentu Experiment bol vykonaný na stroji LEXN 100 C(obr. 31). Výstredníkový lis LEXN 100 C je určený pre spracovanie materiálu za studena a to najmä vystrihovaním, razením, ohýbaním, plytkým ťahaním, rovnaním, pretlačovaním, nitovaním a pod. Obr.31. Lis LEXN 100C[12] Lis je vyrobený v prevedení C - kombinovaný. Pohon lisu zabezpečuje prepínateľný dvojotáčkový elektromotor. Krútiaci moment sa prenáša pomocou klinových remeňov na hlavný zotrvačník. Prepínaním otáčok elektromotora je dané užívateľovi možnosť voliť počet zdvihov barana podľa okamžitej technologickej potreby[12]. Príloha E (parametre stroja) Hlavné prednosti lisu: meniteľnosť veľkosti zdvihu barana prestavenie barana pneumatické vyvažovanie barana presné, predĺžené samomazné vedenie barana valivé uloženie výstredníkového hriadeľa a ojnice trecie obloženie spojky-brzdy, vyhovujúce hygienickým normám zvýšená bezpečnosť obsluhy možnosť použitia kotiev pre zvlášť presné práce možnosť použitia mechanizačného a automatizačného príslušenstva[12] 55


 a po tvárnení(vpravo) 56")
57 Nástroj bol upnutý do lisu a zostavený do pracovnej polohy(obr.32). Obr.32. Nástroj upnutý v stroji Vlastný experiment Experiment prebiehal pri teplote 22 C. Zdvih stroja bol nastavený na 72 mm. Do nástroja boli postupne vkladané jednotlivé prístrihy a strihané. Každá vzorka bola očíslovaná a vizuálne prekontrolovaná(obr.33,34). Obr.33. Polotovar pred tvárnením(vľavo) a po tvárnení(vpravo) 56

, kde boli vytvorené fotografie ich strihových rovín(v smere")
58 Obr.34. Vzorky Zistenie a analýza výsledkov Vzorky boli podrobené skúmaniu na riadkovacom elektrónovom mikroskope TESLA BS 300 (obr.35.), kde boli vytvorené fotografie ich strihových rovín(v smere pohľadu ( obr. 36)). Obr.35. TESLA BS

")
59 Obr.36. Smer pohľadu Materiál meď: Z čelného pohľadu je vidieť že materiál sa pri tvárnení pohybuje rovnomerne bez vzniku odtrhnutí alebo iných deformácii. Na strihovej hrane nie sú pásma ako pri klasickom strihaní pevnými nástrojmi. Materiál sa trhá pri veľkom zúžení prierezu (obr.37). Obr.37. Meď Materiál hliník: Materiál sa deformuje na hrane šablóny, vzniká nerovnomerná štruktúra. Okraje strihu sú mierne zúbkované (obr.38).v dolnej časti obrázka sú zreteľné stopy po odtrhnutí materiálu Materiál nedosahuje kvalitu povrchu medi. 58

60 Obr.38. Hliník Materiál oceľ: Oceľový materiál sa menej deformuje dochádza k strihu, ktorý je sprevádzaný vznikom trhlín a vznikom nerovností. Zmenšenie prierezu materiálu je menšie ako pri predchádzajúcich materiáloch(obr. 39). 59


61 Obr.39. Oceľ Materiál nehrdzavejúca oceľ: nerezový materiál sme neboli schopný analyzovať pretože ani po viacnásobných pokusoch nedošlo k jeho odstrihnutiu(obr.40). Obr.40. Nehrdzavejúca oceľ 60



62 Vzorky boli podrobené taktiež skúmaniu na metalografickom mikroskope NEOPHOT32,kde boli vytvorené fotografie vzoriek vytvorených v smere kolmom na smer strihových rovín(v smere pohľadu)( obr. 41). Obr.41. Smer pohľadu a mikroskop NEOPHOT 32 Materiál meď: Z rezu vidieť rádius, ktorý vytvára materiál pri deformácii, materiál je hladký bez výrazných lomových vrstiev (obr.42). Rádius vytvorený strihaním sa tiahne až po spodnú hranu výstrižku. Obr.42. Meď 61

63 Materiál hliník: Deformácia materiálu je zrejmá po celej dĺžke strižnej plochy, plocha je mierne zvlnená, stále je jasný polomer zaoblenia materiálu (obr. 43). Na strižnej ploche sú viditeľné stopy po nerovnomernom zaoblení strihovej hrany. Obr.43. Hliník Materiál oceľ: U ocele nedochádza ku vzniku rádiusu materiál je viac namáhaný šmykom. V hornej časti je jasne vidieť pozinkovanú vrstvu(obr.44). Materiál nevykazuje takú veľkú ťažnosť ako predchádzajúce, strihová rovina sa viac podobá na strihové roviny vytvorené klasickým strižným nástrojom. 62

64 Obr.44. Oceľ Vyhodnotenie experimentu Na základe experimentu som dospel k záveru, že správanie rôznych materiálov pri strihaní nepevným prostredím je rôznorodé. Mäkké materiály ako napríklad meď sa pri strihaní silne deformujú a dochádza u nich k zmene prierezu materiálu a ku vzniku výrazného rádiusu na strižnej hrane. Strihaná plocha je relatívne kvalitná bez trhlín a ostrín. Pri materiáloch tvrdších ako napríklad hliník sa tvorí výraznejšia strihová hrana, menšia zmena prierezu a pravidelný vznik ostriny. Rádius vznikajúci na hornej strane strižnej hrany nie je až taký výrazný a prejavuje sa aj zvýšená tvorba nerovností na strižnej hrane. Najtvrdší strihaný materiál oceľový plech sa relatívne ľahko strihal čo pripisujem jeho nízkej ťažnosti. Strižná hrana vykazovala silné známky odtrhnutia a nízku mieru zmenšenia prierezu. Povrch strihu bol zvrásnený a vykazoval známky trhlín a vzniku zúbkov po obvode strižnej hrany. 63

65 Ďalším skúšaním materiálom bol plech z nehrdzavejúcej ocele, tento sa ani po viacnásobných pokusoch nepodarilo odstrihnúť. Materiál presne odkopíroval povrch nástroja takže nevznikali nejaké ťahové napätia. Strihové napätia na strižnej hrane nedosiahli hodnoty potrebné na poškodenie materiálu strihom. Pri pokuse vznikol plytký výťažok (obr.45). Taktiež som dospel k záveru že strihanie nepevným prostredím je perspektívna technológia výroby súčiastok v kusovej výrobe alebo v rámci údržby kde sa prejavý predovšetkým relatívne nízka cena nástroja v porovnaní z klasickým a tiež možnosť kombinovať strihanie z plytkým ťahaním. Obr.45. Nehrdzavejúca oceľ 64
66 Záver V diplomovej práci bola najprv popísaná všeobecná teória tvárnenia kovov. Ďalej bola vykonaná štúdia technológie plošného tvárnenia, kde najväčšia pozornosť bola upriamená na strihanie. Hlavným cieľom teórie tvárnenia je opis tvárniaceho deja. Preto nevyhnutne vychádza z všeobecných zákonov teórie plasticity. Teória tvárnenia vychádza z mechaniky telies, ktorá na rozmerovej úrovni hmotných elementov, so zreteľom na mechanické schémy deformácie, stanovuje konkrétne hodnoty napätia a pretvorenia v jednotlivých miestach deformovaného telesa v priebehu procesu tvárnenia. Následne bola spracovaná teória tvárnenia nepevným prostredím so zameraním na tvárnenie tenkých plechov. Pokúsil som sa ozrejmiť jednotlivé atribúty tejto technológie. Rozobrať spôsoby a druhy tvárnenia, popísať nástroje a možnosti použitia tejto technológie. Cieľom tejto práce bolo experimentálne zistiť vplyv použitia jednotlivých materiálov na kvalitu strižnej plochy v procese strihania nepevným prostredím. Toto sa mi podľa môjho názoru podarilo dokázať a potvrdiť zhodu so všeobecne známymi poznatkami z teórie tvárnenia nepevnými prostrediami s prihliadnutím na tvárnenie pružným elastomérom. 65
67 Zoznam bibliografických odkazov 1. BAČA Jozef, BÍLIK Jozef, Technológia tvárnenia : STU, s. ISBN BAČA,Jozef. Tvárnenie, ES SVŠT Bratislava, 1988, 3. BLAŠČÍK František, CSc., Technológia tvárnenia, zlievarenstva a zvárania, Alfa Bratislava, s. 4. ČABELKA Jozef, Mechanická technológia, SAV Bratislava, 1967, 1036s., 5. MORAVEC Ján, Strihanie technických materiálov, Žilinská univerzita v Žiline, s. ISBN NOVOTNÝ, Jiljí, et al. Technologie I : Slévání,tváření,svařování a povrchové úpravy. 2. vyd. Praha : Nakladatelství ČVUT, s. 7. NOVOTNÝ Josef, LANGER Zdenek, Stříhaní a další zpusoby delení materiálu, SNTL, 1980, 216s. 8. PETRUŽELA Jiří, BŘEZINA Richard, Uvod do tváření II, Technická univerzita Ostrava, 2001, 9. STOROŽEV, Michail Vasilievič, POPOV, Jevgenij Alexandrovič. Teória tvárnenia kovov. 1. vyd. Bratislava: Alfa, s. 10. POLÁK Karol. Strihanie. 1. vydanie, Slovenské vydavateľstvo technickej literatúry, 1967, 328 s. 11. PSTRUŽINA, K.: Atlas filosofie vědy (Fond rozvoje MŠMT F5 1747/1999) (Fond rozvoje MŠMT F5 1588/2002) publikované aj na internetovej adrese reklamný materiál, Copyright 2006 TOMA INDUSTRIES, spol s.r.o VÁVRA, Pavel, a kol.. Strojnícke tabuľky pre SPŠ strojnícke, Alfa Bratislava, s. 66
68 Čestné vyhlásenie Vyhlasujem, že diplomovú prácu som spracoval samostatne a pod odborným dohľadom vedúceho diplomovej práce a s použitím uvedenej literatúry. V Bielom Kostole dňa Michal Rábek 67
69 Príloha A Základová doska(náčrt) 68
70 Príloha B Matrica(náčrt) 69
71 Príloha C Stopka(náčrt) 70
72 Príloha D - Horný diel nástroja objímka(náčrt) 71


73 Príloha E - Parametre stroja LEXN 100 C 72
74 73



75 Príloha F Video práca nástroja Video zobrazuje prácu nástroja z jednotlivými druhmi materiálu.(na CD) 74
Obsah
 Obsah str. 1. Základné pojmy pružnosti a pevnosti 1.1 Predmet a význam náuky o pružnosti a pevnosti 3 1.2 Z histórie oboru 3 1.3 Základné predpoklady o materiáli 4 1.4 Vonkajšie a vnútorné sily 5 1.5 Normálové
Obsah str. 1. Základné pojmy pružnosti a pevnosti 1.1 Predmet a význam náuky o pružnosti a pevnosti 3 1.2 Z histórie oboru 3 1.3 Základné predpoklady o materiáli 4 1.4 Vonkajšie a vnútorné sily 5 1.5 Normálové
Analýza kontaktne-únavového namáhania povlakovaného spekaného materiálu
 Ing. Jozef Čerňan Katedra leteckej technickej prípravy Letecká fakulta technickej univerzity v Košiciach Použitie klzných vrstiev na báze TiCN pri skúmaní kontaktne-únavovej odolnosti práškových ocelí
Ing. Jozef Čerňan Katedra leteckej technickej prípravy Letecká fakulta technickej univerzity v Košiciach Použitie klzných vrstiev na báze TiCN pri skúmaní kontaktne-únavovej odolnosti práškových ocelí
9.1 MOMENTY ZOTRVACNOSTI \(KVADRATICKÉ MOMENTY\) A DEVIACNÝ MOMENT PRIEREZU
 A DEVIACNÝ MOMENT PRIEREZU") Učebný cieľ kapitoly Po preštudovaní tejto kapitoly by ste mali ovládať: Charakteristiku kvadratických momentov prierezových plôch. Ako je definovaný kvadraticky moment plochy k osi a k pólu. Ako je definovaný
Učebný cieľ kapitoly Po preštudovaní tejto kapitoly by ste mali ovládať: Charakteristiku kvadratických momentov prierezových plôch. Ako je definovaný kvadraticky moment plochy k osi a k pólu. Ako je definovaný
TECHNOLÓGIE I. 1.prednáška
 Ing. Miroslava ČIŽMÁROVÁ, PhD. MOŽNOSTI ODLIEVANIA OCELE Do kokíl Plynulé Polokontinuálne odlievane, Kontinuálne odlievanie dosiek a plechov, Špeciálne odlievanie ocele Klasické odlievanie ocele v minulosti
Ing. Miroslava ČIŽMÁROVÁ, PhD. MOŽNOSTI ODLIEVANIA OCELE Do kokíl Plynulé Polokontinuálne odlievane, Kontinuálne odlievanie dosiek a plechov, Špeciálne odlievanie ocele Klasické odlievanie ocele v minulosti
TABUĽKY STATICKÝCH HODNÔT TRAPEZOVÉ PLECHY T - 50, T - 85 Objednávateľ : Ľuboslav DERER Vypracoval : prof. Ing. Ján Hudák, CSc. Ing. Tatiana Hudáková.
 TABUĽKY STATICKÝCH HODNÔT TRAPEZOVÉ PLECHY T - 50, T - 85 Objednávateľ : Ľuboslav DERER Vypracoval : prof. Ing. Ján Hudák, CSc. Ing. Tatiana Hudáková. Košice, 006 STATICKÝ VÝPOČET ÚNOSNOSTI TRAPEZOVÝCH
TABUĽKY STATICKÝCH HODNÔT TRAPEZOVÉ PLECHY T - 50, T - 85 Objednávateľ : Ľuboslav DERER Vypracoval : prof. Ing. Ján Hudák, CSc. Ing. Tatiana Hudáková. Košice, 006 STATICKÝ VÝPOČET ÚNOSNOSTI TRAPEZOVÝCH
28 PODPERY 356 siegmund
 PODPERY 356 siegmund Strana Multifunkčný upínací stojan modulárny 358 Set podpier 11-dielny / Závitová podpera 360 Dištančná skrutka 362 Upínacie rameno s rýchlo-uzáverom 364 siegmund 357 PODPERY Multifunkčný
PODPERY 356 siegmund Strana Multifunkčný upínací stojan modulárny 358 Set podpier 11-dielny / Závitová podpera 360 Dištančná skrutka 362 Upínacie rameno s rýchlo-uzáverom 364 siegmund 357 PODPERY Multifunkčný
Microsoft Word doc
 ANALÝZA DEFORMAČNE SPEVNENÉHO ANTIKORÓZNEHO MATERIÁLU Lýdia Sobotová, Ľudmila Dulebová, Milan Ábel Katedra technológií a materiálov Strojnícka fakulta Technická univerzita v Košiciach 1. Úvod Ekonomické
ANALÝZA DEFORMAČNE SPEVNENÉHO ANTIKORÓZNEHO MATERIÁLU Lýdia Sobotová, Ľudmila Dulebová, Milan Ábel Katedra technológií a materiálov Strojnícka fakulta Technická univerzita v Košiciach 1. Úvod Ekonomické
59. ročník Fyzikálnej olympiády v školskom roku 2017/2018 Kategória E krajské kolo Texty úloh 1. Premiestnenie polystyrénovej kocky Riešenie: a) Hmotn
 Hmotn") 59. ročník Fyzikálnej olympiády v školskom roku 07/08 Kategória E krajské kolo Texty úloh. Premiestnenie polystyrénovej kocky a) Hmotnosť kocky m = a 3 ρ. Pre ρ = 40,0 mg kg cm3 = 40,0 m3 máme m 40 kg.
59. ročník Fyzikálnej olympiády v školskom roku 07/08 Kategória E krajské kolo Texty úloh. Premiestnenie polystyrénovej kocky a) Hmotnosť kocky m = a 3 ρ. Pre ρ = 40,0 mg kg cm3 = 40,0 m3 máme m 40 kg.
Snímka 1
 Fyzika - prednáška 11 Ciele 5. Fyzikálne polia 5.2 Elektrostatické pole 5.3 Jednosmerný elektrický prúd Zopakujte si Fyzikálne pole je definované ako... oblasť v určitom priestore, pričom v každom bode
Fyzika - prednáška 11 Ciele 5. Fyzikálne polia 5.2 Elektrostatické pole 5.3 Jednosmerný elektrický prúd Zopakujte si Fyzikálne pole je definované ako... oblasť v určitom priestore, pričom v každom bode
O možnosti riešenia deformácie zemského povrchu z pohladu metódy konecných prvkov konference pro studenty matematiky
 O možnosti riešenia deformácie zemského povrchu z pohľadu metódy konečných prvkov 19. konference pro studenty matematiky Michal Eliaš ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Katedra matematiky 7. 9. 6. 2011
O možnosti riešenia deformácie zemského povrchu z pohľadu metódy konečných prvkov 19. konference pro studenty matematiky Michal Eliaš ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Katedra matematiky 7. 9. 6. 2011
MERANIE U a I.doc
 MERANIE ELEKTRICKÉHO NAPÄTIA A ELEKTRICKÉHO PRÚDU Teoretický úvod: Základnými prístrojmi na meranie elektrických veličín sú ampérmeter na meranie prúdu a voltmeter na meranie napätia. Univerzálne meracie
MERANIE ELEKTRICKÉHO NAPÄTIA A ELEKTRICKÉHO PRÚDU Teoretický úvod: Základnými prístrojmi na meranie elektrických veličín sú ampérmeter na meranie prúdu a voltmeter na meranie napätia. Univerzálne meracie
WIENER Porotherm Ti
 Čo je POROTHERM Ti? Tehly POROTHERM s označením Ti, čiže tepelnoizolačné, predstavujú novú generáciu tehál pre obvodové steny s výrazne lepšími tepelnoizolačnými parametrami v štandardných hrúbkach 38
Čo je POROTHERM Ti? Tehly POROTHERM s označením Ti, čiže tepelnoizolačné, predstavujú novú generáciu tehál pre obvodové steny s výrazne lepšími tepelnoizolačnými parametrami v štandardných hrúbkach 38
Možnosti ultrazvukovej kontroly keramických izolátorov v praxi
 Možnosti ultrazvukovej kontroly keramických izolátorov v praxi Pavol KUČÍK, SlovCert spol. s r.o. Výroba keramických izolátorov predstavuje zložitý proces, pri ktorom môže dôjsť k výrobe chybných izolátorov
Možnosti ultrazvukovej kontroly keramických izolátorov v praxi Pavol KUČÍK, SlovCert spol. s r.o. Výroba keramických izolátorov predstavuje zložitý proces, pri ktorom môže dôjsť k výrobe chybných izolátorov
TechSpec_PZ_SK_ indd
 Protidažďové žalúzie 1 / 13 PZ Protidažďové žalúzie Objednávací kód Hliník (25 mm rám) Hliník ( mm rám) Hliník (s filtrom) Hliník (široké listy) Vyhotovenie Rozmery Príklad objednávacieho kódu: PZ-ZN -
Protidažďové žalúzie 1 / 13 PZ Protidažďové žalúzie Objednávací kód Hliník (25 mm rám) Hliník ( mm rám) Hliník (s filtrom) Hliník (široké listy) Vyhotovenie Rozmery Príklad objednávacieho kódu: PZ-ZN -
60. ročník Fyzikálnej olympiády v školskom roku 2018/2019 kategória E okresné kolo Riešenie úloh 1. Zohrievanie vody, výhrevnosť paliva a) Fosílne pal
 Fosílne pal") 60. ročník Fyzikálnej olympiády v školskom roku 018/019 kategória E okresné kolo Riešenie úloh 1. Zohrievanie vody, výhrevnosť paliva a) Fosílne palivá: uhlie, nafta, olej, zemný plyn. Propán-bután, lieh,
60. ročník Fyzikálnej olympiády v školskom roku 018/019 kategória E okresné kolo Riešenie úloh 1. Zohrievanie vody, výhrevnosť paliva a) Fosílne palivá: uhlie, nafta, olej, zemný plyn. Propán-bután, lieh,
MATERIALIZOVANÉ DĹŽKOVÉ MIERY 1. Vymedzenie meradiel a spôsob ich metrologickej kontroly 1.1 Táto príloha upravuje materializovanú dĺžkovú mieru (ďale
 MATERIALIZOVANÉ DĹŽKOVÉ MIERY 1. Vymedzenie meradiel a spôsob ich metrologickej kontroly 1.1 Táto príloha upravuje materializovanú dĺžkovú mieru (ďalej len dĺžková miera ) ako určené meradlo podľa 11 zákona,
MATERIALIZOVANÉ DĹŽKOVÉ MIERY 1. Vymedzenie meradiel a spôsob ich metrologickej kontroly 1.1 Táto príloha upravuje materializovanú dĺžkovú mieru (ďalej len dĺžková miera ) ako určené meradlo podľa 11 zákona,
Microsoft Word - 2.Metropol-tech.list.doc
 METROPOL PLOTOVÉ PRVKY Moderné univerzálne murovacie tvarovky vyrobené z prostého vibrolisovaného betónu disponujú hladkými stenami a drobnými fazetami po obvode pohľadových strán. Tvarovky METROPOL sú
METROPOL PLOTOVÉ PRVKY Moderné univerzálne murovacie tvarovky vyrobené z prostého vibrolisovaného betónu disponujú hladkými stenami a drobnými fazetami po obvode pohľadových strán. Tvarovky METROPOL sú
cenník 2019 ADP.indd
 48 Stenové / potrubné mriežky a difúzory NOVA-L Hliníková mriežka s pevnými lamelami séria Nova Nova-L Objednávací kód - jednoradová Nova-L Nova-LV Objednávací kód - dvojradová NOVA-L skrutkami pružinami
48 Stenové / potrubné mriežky a difúzory NOVA-L Hliníková mriežka s pevnými lamelami séria Nova Nova-L Objednávací kód - jednoradová Nova-L Nova-LV Objednávací kód - dvojradová NOVA-L skrutkami pružinami
Príloha č
 SKÚŠOBNÉ SITÁ Prvá časť Všeobecné ustanovenia, vymedzenie meradiel a spôsob ich metrologickej kontroly. Táto príloha sa vzťahuje na skúšobné sitá (ďalej len sito ), ktoré sa používajú ako určené meradlá
SKÚŠOBNÉ SITÁ Prvá časť Všeobecné ustanovenia, vymedzenie meradiel a spôsob ich metrologickej kontroly. Táto príloha sa vzťahuje na skúšobné sitá (ďalej len sito ), ktoré sa používajú ako určené meradlá
Trapézy T-14 plus Karta výrobku Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model T: F:
 Trapézy T-14 plus Karta výrobku 34-700 Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model Všeobecné informácie Trapézová krytina je výnimočná vďaka svojej jednoduchosti a výraznému tvaru. Umožňuje
Trapézy T-14 plus Karta výrobku 34-700 Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model Všeobecné informácie Trapézová krytina je výnimočná vďaka svojej jednoduchosti a výraznému tvaru. Umožňuje
Microsoft Word - veronika.DOC
 Telesá od Veroniky Krauskovej z 3. B Teleso uzavretá obmedzená časť priestoru Mnohosten je časť priestoru, ktorá je ohraničená mnohouholníkmi. Uhlopriečky, ktoré patria do niektorej steny sú stenové uhlopriečky,
Telesá od Veroniky Krauskovej z 3. B Teleso uzavretá obmedzená časť priestoru Mnohosten je časť priestoru, ktorá je ohraničená mnohouholníkmi. Uhlopriečky, ktoré patria do niektorej steny sú stenové uhlopriečky,
Trapézy T-35 Karta výrobku Rabka-Zdrój 3 z načítajte QR kód a pozrite si 3D model T: F:
 Trapézy Karta výrobku 34-700 Rabka-Zdrój 3 z 12 617 načítajte QR kód a pozrite si 3D model Všeobecné informácie Trapézová krytina je výnimočná vďaka svojej jednoduchosti a výraznému tvaru. Umožňuje realizovať
Trapézy Karta výrobku 34-700 Rabka-Zdrój 3 z 12 617 načítajte QR kód a pozrite si 3D model Všeobecné informácie Trapézová krytina je výnimočná vďaka svojej jednoduchosti a výraznému tvaru. Umožňuje realizovať
VN 22 kV SAMOSTATNE IZOLOVANÉ VODIČE
 Stredoslovenská distribučná, a.s. Pri Rajčianke 2927/8, 010 47 Žilina, www.ssd.sk Technický štandard: Spojovací materiál žiarovo zinkovaný, nerezový a mosadzný Vypracovali: Ing. Peter Slota Ing. Peter
Stredoslovenská distribučná, a.s. Pri Rajčianke 2927/8, 010 47 Žilina, www.ssd.sk Technický štandard: Spojovací materiál žiarovo zinkovaný, nerezový a mosadzný Vypracovali: Ing. Peter Slota Ing. Peter
DASS s.r.o., Robotnícka 1E/7030, Martin systémy GRACO pre nanášanie náterov striekaním a dopravu tekutých materiálov Tel/Fax : +421-(0)
") Husky 205 Plastic pneumatické dvojmembránové čerpadlá 1/4 Husky 205 je najmenšia dvojmembránové čerpadlo v ponuke spoločnosti GRACO. Je navrhnuté na čerpanie najrôznejších materiálov (rozpúšťadlá, kyseliny,
Husky 205 Plastic pneumatické dvojmembránové čerpadlá 1/4 Husky 205 je najmenšia dvojmembránové čerpadlo v ponuke spoločnosti GRACO. Je navrhnuté na čerpanie najrôznejších materiálov (rozpúšťadlá, kyseliny,
Sila [N] Sila [N] DIPLOMOVÁ PRÁCA Príloha A: Sila v ose skrutky v mieste predpätia P = 0,
![Sila [N] Sila [N] DIPLOMOVÁ PRÁCA Príloha A: Sila v ose skrutky v mieste predpätia P = 0,](/thumbs/102/154876618.jpg "Sila [N] Sila [N] DIPLOMOVÁ PRÁCA Príloha A: Sila v ose skrutky v mieste predpätia P = 0,") Príloha A: Sila v ose skrutky v mieste predpätia P =, Sila v ose skrutky v mieste predpätia P =, Obr. Priebeh síl v ose skrutiek pri stúpaní P =, a P =, ÚMTMB FSI VUT v Brně Sila v ose skrutky v mieste
Príloha A: Sila v ose skrutky v mieste predpätia P =, Sila v ose skrutky v mieste predpätia P =, Obr. Priebeh síl v ose skrutiek pri stúpaní P =, a P =, ÚMTMB FSI VUT v Brně Sila v ose skrutky v mieste
NSK Karta PDF
 Názov kvalifikácie: Prevádzkový zámočník (údržbár) Kód kvalifikácie C7222002-00789 Úroveň SKKR 3 Sektorová rada Automobilový priemysel a strojárstvo SK ISCO-08 7222002 / Prevádzkový zámočník (údržbár)
Názov kvalifikácie: Prevádzkový zámočník (údržbár) Kód kvalifikácie C7222002-00789 Úroveň SKKR 3 Sektorová rada Automobilový priemysel a strojárstvo SK ISCO-08 7222002 / Prevádzkový zámočník (údržbár)
trafo
 Výpočet rozptylovej reaktancie transformátora Vo väčších transformátoroch je X σk oveľa väčšia ako R k a preto si vyžaduje veľkú pozornosť. Ak magnetické napätia oboch vinutí sú presne rovnaké, t.j. N
Výpočet rozptylovej reaktancie transformátora Vo väčších transformátoroch je X σk oveľa väčšia ako R k a preto si vyžaduje veľkú pozornosť. Ak magnetické napätia oboch vinutí sú presne rovnaké, t.j. N
Beskrivning MV
 Strana 1 / 7 Stafsjö je uzatvárací posúvač, ktorý bol skonštruovaný pre nízkotlakové systémy zásobovacej vody a odpadových kanálov, ako aj pre ďalšie možnosti náhrad pri manipulácii s kalom, sypkých hmôt
Strana 1 / 7 Stafsjö je uzatvárací posúvač, ktorý bol skonštruovaný pre nízkotlakové systémy zásobovacej vody a odpadových kanálov, ako aj pre ďalšie možnosti náhrad pri manipulácii s kalom, sypkých hmôt
Trapézy T-18 plus Karta výrobku Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model T: F:
 Trapézy T-18 plus Karta výrobku 34-700 Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model Všeobecné informácie Trapézová krytina je výnimočná vďaka svojej jednoduchosti a výraznému tvaru. Umožňuje
Trapézy T-18 plus Karta výrobku 34-700 Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model Všeobecné informácie Trapézová krytina je výnimočná vďaka svojej jednoduchosti a výraznému tvaru. Umožňuje
36. Fázová analýza pomocou Mössbauerovej spektroskopie
 36. Fázová analýza pomocou Mössbauerovej spektroskopie 1. Všeobecná časť Na fázovú analýzu sa častejšie používa röntgenová analýza s využitím Debyeových Schererových metód, a spektrálnej analýzy čiar L
36. Fázová analýza pomocou Mössbauerovej spektroskopie 1. Všeobecná časť Na fázovú analýzu sa častejšie používa röntgenová analýza s využitím Debyeových Schererových metód, a spektrálnej analýzy čiar L
cenník 2019 ADP.indd
 42 Stenové / potrubné mriežky a difúzory NOVA-C Oceľová výustka do kruhového potrubia Nova-C-1-V Nova-CCA-1-V séria Nova Nova-C-1-H Nova-C-2-H Objednávací kód - ZN Nova-CCA-1-H Nova-C-2-V Nova-CCA-2-H
42 Stenové / potrubné mriežky a difúzory NOVA-C Oceľová výustka do kruhového potrubia Nova-C-1-V Nova-CCA-1-V séria Nova Nova-C-1-H Nova-C-2-H Objednávací kód - ZN Nova-CCA-1-H Nova-C-2-V Nova-CCA-2-H
Technický manuál PRIMASET SNL Okenná sie SNL (profil valcovaný s lemom) s rôznymi typmi zvrtlíkov poskytuje široké možnosti použitia okennej siete. Pr
 s rôznymi typmi zvrtlíkov poskytuje široké možnosti použitia okennej siete. Pr") Technický manuál PRIMASET SNL Okenná sie SNL (profil valcovaný s lemom) s rôznymi typmi zvrtlíkov poskytuje široké možnosti použitia okennej siete. Predstavujú ú innú ochranu interiéru proti hmyzu a sú
Technický manuál PRIMASET SNL Okenná sie SNL (profil valcovaný s lemom) s rôznymi typmi zvrtlíkov poskytuje široké možnosti použitia okennej siete. Predstavujú ú innú ochranu interiéru proti hmyzu a sú
Microsoft Word - Casa_di_Campo senso.docx
 CASA DI CAMPO - senso LINEA DECORATIVO Mimoriadne variabilná dlažba, svojim tvarovým riešením je vhodná pre výnimočné architektonické stvárnenie dláždených plôch na exponovaných miestach Di Campo je kombinácia
CASA DI CAMPO - senso LINEA DECORATIVO Mimoriadne variabilná dlažba, svojim tvarovým riešením je vhodná pre výnimočné architektonické stvárnenie dláždených plôch na exponovaných miestach Di Campo je kombinácia
Snímka 1
 Fyzika - prednáška 12 Ciele 5. Fyzikálne polia 5.4 Stacionárne magnetické pole 5.5 Elektromagnetické pole Zopakujte si Fyzikálne pole je definované ako... oblasť v určitom priestore, pričom v každom bode
Fyzika - prednáška 12 Ciele 5. Fyzikálne polia 5.4 Stacionárne magnetické pole 5.5 Elektromagnetické pole Zopakujte si Fyzikálne pole je definované ako... oblasť v určitom priestore, pričom v každom bode
Ohyb svetla
 Difrakcia (OHYB SVETLA NA PREKÁŽKACH ) Odpoveď: Nepíš a rozmýšľaj Svetlo aj zvuk sú vlnenie, ale napriek tomu sú medzi nimi orovské rozdiely. Počujeme aj to, čo sa deje za rohom Čo sa deje za rohom nevidíme.
Difrakcia (OHYB SVETLA NA PREKÁŽKACH ) Odpoveď: Nepíš a rozmýšľaj Svetlo aj zvuk sú vlnenie, ale napriek tomu sú medzi nimi orovské rozdiely. Počujeme aj to, čo sa deje za rohom Čo sa deje za rohom nevidíme.
STATIKA OKENNÝCH KONŠTRUKCIÍ V priebehu užívania pôsobia na okenné konštrukcie nasledovné zaťaženia: zaťaženie od hmotnosti zaťaženie vetrom prídavné
 STATIKA OKENNÝCH KONŠTRUKCIÍ V priebehu užívania pôsobia na okenné konštrukcie nasledovné zaťaženia: zaťaženie od hmotnosti zaťaženie vetrom prídavné zaťaženia (zaťaženia pri zatváraní, otváraní, údržbe,
STATIKA OKENNÝCH KONŠTRUKCIÍ V priebehu užívania pôsobia na okenné konštrukcie nasledovné zaťaženia: zaťaženie od hmotnosti zaťaženie vetrom prídavné zaťaženia (zaťaženia pri zatváraní, otváraní, údržbe,
Trapézy T-35 plus Karta výrobku Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model T: F:
 Trapézy T-35 plus Karta výrobku 34-700 Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model 2 z 12 Všeobecné informácie Trapézová krytina je výnimočná vďaka svojej jednoduchosti a výraznému tvaru. Umožňuje
Trapézy T-35 plus Karta výrobku 34-700 Rabka-Zdrój 619 načítajte QR kód a pozrite si 3D model 2 z 12 Všeobecné informácie Trapézová krytina je výnimočná vďaka svojej jednoduchosti a výraznému tvaru. Umožňuje
VOĽNE STOJACE PREDSADENÉ STENY
 VOĽNE STOJACE PREDSADENÉ STENY VOĽNE STOJACE PREDSADENÉ STENY Sadrokartónové a sadrové dosky sú vhodné na výstavbu vnútorných a vonkajších stien. Perfektne sa hodia na opravné stavebné práce, ktoré sú
VOĽNE STOJACE PREDSADENÉ STENY VOĽNE STOJACE PREDSADENÉ STENY Sadrokartónové a sadrové dosky sú vhodné na výstavbu vnútorných a vonkajších stien. Perfektne sa hodia na opravné stavebné práce, ktoré sú
Spojená škola Tvrdošín Stredná priemyselná škola Ignáca Gessaya Tvrdošín Automatické vyskladňovacie zariadenie Tvrdošín 2018 Peter Holubčík
 Spojená škola Tvrdošín Stredná priemyselná škola Ignáca Gessaya Tvrdošín Automatické vyskladňovacie zariadenie Tvrdošín 2018 Peter Holubčík Úvod V dnešnej dobe sa čoraz viac vyžaduje zavedenie automatizácie
Spojená škola Tvrdošín Stredná priemyselná škola Ignáca Gessaya Tvrdošín Automatické vyskladňovacie zariadenie Tvrdošín 2018 Peter Holubčík Úvod V dnešnej dobe sa čoraz viac vyžaduje zavedenie automatizácie
SRPkapitola06_v1.docx
 Štatistické riadenie procesov Regulačné diagramy na reguláciu porovnávaním 6-1 6 Regulačné diagramy na reguláciu porovnávaním Cieľ kapitoly Po preštudovaní tejto kapitoly budete vedieť: čo sú regulačné
Štatistické riadenie procesov Regulačné diagramy na reguláciu porovnávaním 6-1 6 Regulačné diagramy na reguláciu porovnávaním Cieľ kapitoly Po preštudovaní tejto kapitoly budete vedieť: čo sú regulačné
1
 VPLYV TEPELNÝCH DEFORMÁCIÍ PO TEPELNOM SPRACOVANÍ NA REZNÝ PROCES Ing. Michal Šípek, Doc. Dr. Ing. Miroslav Neslušan, Žilinská univerzita, Strojnícka fakulta, Katedra obrábania a automatizácie, 1 26 Žilina,
VPLYV TEPELNÝCH DEFORMÁCIÍ PO TEPELNOM SPRACOVANÍ NA REZNÝ PROCES Ing. Michal Šípek, Doc. Dr. Ing. Miroslav Neslušan, Žilinská univerzita, Strojnícka fakulta, Katedra obrábania a automatizácie, 1 26 Žilina,
AQ
 PONORNÉ ČERPADLÁ AQUANAUT 74 PRIEMERY VRTOV OD ø 80 mm Ponorné článkové čerpadlá série AQUANAUT 74 B sú vyrobené z mosadzných odliatkov, z antikorových súčiastok, prevádzače a obežné kolesá sú z oteruvzdorných
PONORNÉ ČERPADLÁ AQUANAUT 74 PRIEMERY VRTOV OD ø 80 mm Ponorné článkové čerpadlá série AQUANAUT 74 B sú vyrobené z mosadzných odliatkov, z antikorových súčiastok, prevádzače a obežné kolesá sú z oteruvzdorných
AQ
 PONORNÉ ČERPADLÁ AQUANAUT PRIEMERY VRTOV OD ø mm Ponorné článkové čerpadlá série AQUANAUT sú vyrobené z mosadzných odliatkov, z antikorových súčiastok, prevádzače a obežné kolesá sú z oteruvzdorných plastov.
PONORNÉ ČERPADLÁ AQUANAUT PRIEMERY VRTOV OD ø mm Ponorné článkové čerpadlá série AQUANAUT sú vyrobené z mosadzných odliatkov, z antikorových súčiastok, prevádzače a obežné kolesá sú z oteruvzdorných plastov.
Microsoft PowerPoint - Paschenov zakon [Read-Only] [Compatibility Mode]
![Microsoft PowerPoint - Paschenov zakon [Read-Only] [Compatibility Mode]](/thumbs/101/148813443.jpg "Microsoft PowerPoint - Paschenov zakon [Read-Only] [Compatibility Mode]") Výboje v plynoch, V-A charakteristika Oblasť I. : U => I pri väčšej intenzite poľa (E) je pohyb nosičov náboja k elektródam rýchlejší a tak medzi ich vznikom a neutralizáciou na elektródach uplynie kratší
Výboje v plynoch, V-A charakteristika Oblasť I. : U => I pri väčšej intenzite poľa (E) je pohyb nosičov náboja k elektródam rýchlejší a tak medzi ich vznikom a neutralizáciou na elektródach uplynie kratší
1 Portál pre odborné publikovanie ISSN Heuristický adaptívny PSD regulátor založený na miere kmitavosti Šlezárová Alexandra Elektrotechnika
 1 Portál pre odborné publikovanie ISSN 1338-0087 Heuristický adaptívny PSD regulátor založený na miere kmitavosti Šlezárová Alexandra Elektrotechnika 28.04.2010 Článok spočíva v predstavení a opísaní algoritmu
1 Portál pre odborné publikovanie ISSN 1338-0087 Heuristický adaptívny PSD regulátor založený na miere kmitavosti Šlezárová Alexandra Elektrotechnika 28.04.2010 Článok spočíva v predstavení a opísaní algoritmu
Operačná analýza 2
 Súradnicové sústavy a zobrazenia Súradnicové sústavy v rovine (E 2 ) 1. Karteziánska súradnicová sústava najpoužívanejšia súradnicová sústava; určená začiatkom O, kolmými osami x, y a rovnakými jednotkami
Súradnicové sústavy a zobrazenia Súradnicové sústavy v rovine (E 2 ) 1. Karteziánska súradnicová sústava najpoužívanejšia súradnicová sústava; určená začiatkom O, kolmými osami x, y a rovnakými jednotkami
Počet strán: 2 CERTIFIKÁT TYPU MERADLA č. 015/1/132/18 zo dňa 28. septembra 2018 Slovenský metrologický ústav v súlade s ustanovením 30 písm. b) a 32
 a 32") Počet strán: 2 CERTIFIKÁT TYPU MERADLA č. 015/1/132/18 zo dňa 28. septembra 2018 Slovenský metrologický ústav v súlade s ustanovením 30 písm. b) a 32 ods. 2 písm. e) zákona č. 142/2000 Z. z. o metrológii
Počet strán: 2 CERTIFIKÁT TYPU MERADLA č. 015/1/132/18 zo dňa 28. septembra 2018 Slovenský metrologický ústav v súlade s ustanovením 30 písm. b) a 32 ods. 2 písm. e) zákona č. 142/2000 Z. z. o metrológii
Solar systems for walls - details page
 LIBERTA SOLAR Architektonicky pôsobivá Liberta Solar - systém fotovoltaických panelov integrovaný priamo do fasády. INŠPIRUJTE SA! Vychutnajte si tvar a detail hotovej fasády. Dodajte energiu vašej fasáde
LIBERTA SOLAR Architektonicky pôsobivá Liberta Solar - systém fotovoltaických panelov integrovaný priamo do fasády. INŠPIRUJTE SA! Vychutnajte si tvar a detail hotovej fasády. Dodajte energiu vašej fasáde
v1.1-09I15 - Trubky a izolace - brozura A4_cz.indd
 Rúrky a izolácie Tvarovateľné nerezové rúrky REGULUS-TECHNIK, s.r.o. Strojnícka 7G/14147, 080 01 Prešov Tel.: 051 333 7770, E-mail: obchod@regulus.sk Web: www.regulus.sk RÚRKY PRE ROZVODY PLYNU Nerezové
Rúrky a izolácie Tvarovateľné nerezové rúrky REGULUS-TECHNIK, s.r.o. Strojnícka 7G/14147, 080 01 Prešov Tel.: 051 333 7770, E-mail: obchod@regulus.sk Web: www.regulus.sk RÚRKY PRE ROZVODY PLYNU Nerezové
PRÍSTREŠOK PRE AUTO Prestrešenie parkovacích statí Kvalitná ochrana áut od Gerhardt Braun VAŠE VÝHODY Rozmanité dispozície prestrešenia Spoľahlivá och
 PRÍSTREŠOK PRE AUTO Prestrešenie parkovacích statí Kvalitná ochrana áut od Gerhardt Braun VAŠE VÝHODY Rozmanité dispozície prestrešenia Spoľahlivá ochrana áut pred nepriaznivým počasím Ekonomické riešenia
PRÍSTREŠOK PRE AUTO Prestrešenie parkovacích statí Kvalitná ochrana áut od Gerhardt Braun VAŠE VÝHODY Rozmanité dispozície prestrešenia Spoľahlivá ochrana áut pred nepriaznivým počasím Ekonomické riešenia
Microsoft Word - Mini svahovka.docx
 Mini svahovka ZÁHRADNÝ DIZAJN Systém okrasných svahových prvkov je predovšetkým vhodný k spevneniu okrasných a deliacich vegetačných stien a svahov Pre požadovaný efekt okrasného svahu odporúčame svahové
Mini svahovka ZÁHRADNÝ DIZAJN Systém okrasných svahových prvkov je predovšetkým vhodný k spevneniu okrasných a deliacich vegetačných stien a svahov Pre požadovaný efekt okrasného svahu odporúčame svahové
Ako vybrať hliníkové disky (elektróny)
") 1. Technický popis hliníkových diskov Každý disk je označený kódom, podľa ktorého sa dá identifikovať a porovnať s technickými údajmi vo Vašom technickom preukaze: 8J x 16", 4/100, ET30 8 - Šírka disku
1. Technický popis hliníkových diskov Každý disk je označený kódom, podľa ktorého sa dá identifikovať a porovnať s technickými údajmi vo Vašom technickom preukaze: 8J x 16", 4/100, ET30 8 - Šírka disku
Teória pravdepodobnosti Zákony velkých císel
 10. Zákony veľkých čísel Katedra Matematických metód Fakulta Riadenia a Informatiky Žilinská Univerzita v Žiline 6. apríla 2014 1 Zákony veľkých čísel 2 Centrálna limitná veta Zákony veľkých čísel Motivácia
10. Zákony veľkých čísel Katedra Matematických metód Fakulta Riadenia a Informatiky Žilinská Univerzita v Žiline 6. apríla 2014 1 Zákony veľkých čísel 2 Centrálna limitná veta Zákony veľkých čísel Motivácia
Záhradný domček na náradie
 Záhradný domček na náradie www.jurhan.com NÁVOD! Len pre domáce a nekomerčné použitie. Dôležité: Uchovajte tento manuál pre budúce použitie. Ak raz produkt odovzdáte inej osobe, uistite sa, že odovzdáte
Záhradný domček na náradie www.jurhan.com NÁVOD! Len pre domáce a nekomerčné použitie. Dôležité: Uchovajte tento manuál pre budúce použitie. Ak raz produkt odovzdáte inej osobe, uistite sa, že odovzdáte
Microsoft Word - TeoriaMaR-pomocka2.doc
 SLOVENSKÁ TECHNICKÁ UNIVERZITA STAVEBNÁ FAKULTA KATEDRA TECHNICKÝCH ZARIADENÍ BUDOV KRESLENIE SCHÉ TOKU SIGNÁLOV PODĽA DIN 19227 UČEBNÁ POÔCKA Č.2 pre 1. ročník inžinierskeho štúdia študijného programu
SLOVENSKÁ TECHNICKÁ UNIVERZITA STAVEBNÁ FAKULTA KATEDRA TECHNICKÝCH ZARIADENÍ BUDOV KRESLENIE SCHÉ TOKU SIGNÁLOV PODĽA DIN 19227 UČEBNÁ POÔCKA Č.2 pre 1. ročník inžinierskeho štúdia študijného programu
Prezentácia programu PowerPoint
 METÓDA KOMPONENTOV PRÍKLAD Ing. Richard Hlinka, PhD. Žilinská univerzita v Žiline, Stavebná fakulta Katedra stavebných konštrukcií a mostov Zadanie Geometria prípoja Ed Zadanie Zaťaženie resp. vnútorné
METÓDA KOMPONENTOV PRÍKLAD Ing. Richard Hlinka, PhD. Žilinská univerzita v Žiline, Stavebná fakulta Katedra stavebných konštrukcií a mostov Zadanie Geometria prípoja Ed Zadanie Zaťaženie resp. vnútorné
Klasické a kvantové vĺny na rozhraniach. Peter Markoš, KF FEI STU April 14, 2008 Typeset by FoilTEX
 Klasické a kvantové vĺny na rozhraniach. Peter Markoš, KF FEI STU April 14, 28 Typeset by FoilTEX Obsah 1. Prechod cez bariéru/vrstvu: rezonančná transmisia 2. Tunelovanie 3. Rezonančné tunelovanie 4.
Klasické a kvantové vĺny na rozhraniach. Peter Markoš, KF FEI STU April 14, 28 Typeset by FoilTEX Obsah 1. Prechod cez bariéru/vrstvu: rezonančná transmisia 2. Tunelovanie 3. Rezonančné tunelovanie 4.
E/ECE/324
 E/ECE/324 E/ECE/TRANS/505 11. júl 2016 Rev.1/Add.98/Rev.3/Amend.2 D O HO D A O PRIJATÍ JEDNOTNÝCH TECHNICKÝCH PREDPISOV PRE KOLESOVÉ VOZIDLÁ, VYBAVENIE A ČASTI, KTORÉ SA MÔŽU MONTOVAŤ A/ALEBO POUŽÍVAŤ
E/ECE/324 E/ECE/TRANS/505 11. júl 2016 Rev.1/Add.98/Rev.3/Amend.2 D O HO D A O PRIJATÍ JEDNOTNÝCH TECHNICKÝCH PREDPISOV PRE KOLESOVÉ VOZIDLÁ, VYBAVENIE A ČASTI, KTORÉ SA MÔŽU MONTOVAŤ A/ALEBO POUŽÍVAŤ
untitled
 Reťazový program valčekové reťaze Valčekové reťaze reťazový základ Valčekové reťaze predstavujú najbežnejší typ klbovej reťaze. Vyrábame a dodávame ucelený sor ment valčekových reťazí vo všetkých rozmeroch
Reťazový program valčekové reťaze Valčekové reťaze reťazový základ Valčekové reťaze predstavujú najbežnejší typ klbovej reťaze. Vyrábame a dodávame ucelený sor ment valčekových reťazí vo všetkých rozmeroch
MERACIE ZARIADENIA NA MERANIE DĹŽKY NAVINUTEĽNÝCH MATERIÁLOV 1. Vymedzenie meradiel a spôsob ich metrologickej kontroly 1.1 Táto príloha upravuje mera
 MERACIE ZARIADENIA NA MERANIE DĹŽKY NAVINUTEĽNÝCH MATERIÁLOV 1. Vymedzenie meradiel a spôsob ich metrologickej kontroly 1.1 Táto príloha upravuje meracie zariadenie na meranie dĺžky navinuteľného materiálu
MERACIE ZARIADENIA NA MERANIE DĹŽKY NAVINUTEĽNÝCH MATERIÁLOV 1. Vymedzenie meradiel a spôsob ich metrologickej kontroly 1.1 Táto príloha upravuje meracie zariadenie na meranie dĺžky navinuteľného materiálu
VEREJNÝ OBSTARÁVATEĽ: Ministerstvo obrany SR
 VÝZVA NA PREDLOŽENIE PONUKY NA ZAKÁZKU opasky popruhové KAKI Zákazka s nízkou hodnotou podľa 117 zákona č. 343/2015 Z.z. o verejnom obstarávaní a o zmene a doplnení niektorých zákonov v znení neskorších
VÝZVA NA PREDLOŽENIE PONUKY NA ZAKÁZKU opasky popruhové KAKI Zákazka s nízkou hodnotou podľa 117 zákona č. 343/2015 Z.z. o verejnom obstarávaní a o zmene a doplnení niektorých zákonov v znení neskorších
Možnosti aplikácie ETICS s EPS v obvodových stenách novostavieb a pri dodatočnom zateplení stavieb projektovaných po roku 2000 v zmysle novely STN 92
 Možnosti aplikácie ETICS s EPS v obvodových stenách novostavieb a pri dodatočnom zateplení stavieb projektovaných po roku 2000 v zmysle novely STN 92 0201-2:2017 1 Zatepľovanie nových stavieb z hľadiska
Možnosti aplikácie ETICS s EPS v obvodových stenách novostavieb a pri dodatočnom zateplení stavieb projektovaných po roku 2000 v zmysle novely STN 92 0201-2:2017 1 Zatepľovanie nových stavieb z hľadiska
ORGANIZÁCIA SPOJENÝCH NÁRODOV
 ORGANIZÁCIA SPOJENÝCH NÁRODOV Hospodársky a sociálny výbor Distr. VŠEOBECNE ECE/TRANS/WP.29/2017/12 21. december 2016 Originál: ANGLICKÝ EURÓPSKA HOSPODÁRSKA KOMISIA VÝBOR PRE VNÚTROZEMSKÚ DOPRAVU Svetové
ORGANIZÁCIA SPOJENÝCH NÁRODOV Hospodársky a sociálny výbor Distr. VŠEOBECNE ECE/TRANS/WP.29/2017/12 21. december 2016 Originál: ANGLICKÝ EURÓPSKA HOSPODÁRSKA KOMISIA VÝBOR PRE VNÚTROZEMSKÚ DOPRAVU Svetové
Microsoft Word - Návod na VOM Greenbags.docx
 Návod na montáž systému VOM Návod na montáž systému VOM (Vegetačné oporné múry) Pred začatím projektu VOM si preštudujte miestne predpisy a požiadavky na stavebné povolenie alebo ohlásenie drobnej stavby
Návod na montáž systému VOM Návod na montáž systému VOM (Vegetačné oporné múry) Pred začatím projektu VOM si preštudujte miestne predpisy a požiadavky na stavebné povolenie alebo ohlásenie drobnej stavby
Akciovi cennik NASTROFLEX_konecna verzia
 ICLA SR spol. s r. o., Priemyselná štrvť 13, Sabinov Kontakty: Ing. Jozef Horňák e-mail: hornak@icla.sk tel.: 00421 907 07 300 skype: jozo.hornak Jozef Mikloško e-mail: miklosko@icla.sk tel.: 00421 90
ICLA SR spol. s r. o., Priemyselná štrvť 13, Sabinov Kontakty: Ing. Jozef Horňák e-mail: hornak@icla.sk tel.: 00421 907 07 300 skype: jozo.hornak Jozef Mikloško e-mail: miklosko@icla.sk tel.: 00421 90
T-12
 TABUĽKY STATICKÝCH HODNÔT A ÚNOSNOSTI TRAPÉZOVÉ PLECHY T- Ojednávateľ : Ľuoslav DÉRER, riaditeľ spoločnosti Vypracoval : prof. Ing. Ján Hudák, CSc. Ing. Tatiana Hudáková. Košice, 06 STATICKÝ VÝPOČET ÚNOSNOSTI
TABUĽKY STATICKÝCH HODNÔT A ÚNOSNOSTI TRAPÉZOVÉ PLECHY T- Ojednávateľ : Ľuoslav DÉRER, riaditeľ spoločnosti Vypracoval : prof. Ing. Ján Hudák, CSc. Ing. Tatiana Hudáková. Košice, 06 STATICKÝ VÝPOČET ÚNOSNOSTI
QFH anténa pre príjem skcube Publikované: , Kategória: HAM - Technika Vypustenie družice SkCube určíte pritiahlo pozorno
 QFH anténa pre príjem skcube Publikované: 22.07.2017, Kategória: HAM - Technika www.svetelektro.com Vypustenie družice SkCube určíte pritiahlo pozornosť viacerých ľudí. Dokonca aj takých, ktorí predtým
QFH anténa pre príjem skcube Publikované: 22.07.2017, Kategória: HAM - Technika www.svetelektro.com Vypustenie družice SkCube určíte pritiahlo pozornosť viacerých ľudí. Dokonca aj takých, ktorí predtým
ROZBOR ROVNOVÁŽNYCH BINÁRNYCH DIAGRAMOV (2. ČASŤ) Cieľ cvičenia Zostrojiť rovnovážne binárne diagramy podľa zadania úloh na cvičení. Teoretická časť P
 Cieľ cvičenia Zostrojiť rovnovážne binárne diagramy podľa zadania úloh na cvičení. Teoretická časť P") ROZBOR ROVNOVÁŽNYCH BINÁRNYCH DIAGRAMOV (2. ČASŤ) Cieľ cvičenia Zostrojiť rovnovážne binárne diagramy podľa zadania úloh na cvičení. Teoretická časť Predošlá kapitola bol venovaná rozboru základných rovnovážnych
ROZBOR ROVNOVÁŽNYCH BINÁRNYCH DIAGRAMOV (2. ČASŤ) Cieľ cvičenia Zostrojiť rovnovážne binárne diagramy podľa zadania úloh na cvičení. Teoretická časť Predošlá kapitola bol venovaná rozboru základných rovnovážnych
SL street-a viditeľný rozdiel
 SL street-a 3 000 slov led SL street-a 3 000 since 2003 custom made made in Slovakia warranty 5 years NICHIA LEDs high efficiency lm/w Použitie ulice a priechody pre chodcov parkoviská a parky priemyselné
SL street-a 3 000 slov led SL street-a 3 000 since 2003 custom made made in Slovakia warranty 5 years NICHIA LEDs high efficiency lm/w Použitie ulice a priechody pre chodcov parkoviská a parky priemyselné
Snímka 1
 Sila inovácie Akustické podlahy SIRCONTEC moderné a komplexné riešenie konštrukcií podláh bytových a polyfunkčných stavieb Trenčín, august 2012 Obsah Prečo je akustická podlaha potrebná? Konštrukcia akustickej
Sila inovácie Akustické podlahy SIRCONTEC moderné a komplexné riešenie konštrukcií podláh bytových a polyfunkčných stavieb Trenčín, august 2012 Obsah Prečo je akustická podlaha potrebná? Konštrukcia akustickej
C01_00_001_E-D
 Nástrčné skrutkové spoje CQ, pre rúry hlavné údaje Všeobecné údaje určené pre polyamidové rúry PQ-PA a hliníkové rúry PQ-AL s vonkajším 12, 15, 18, 22 a 28 mm 3/5.1-1 určené pre polyamidové hadicové vedenia
Nástrčné skrutkové spoje CQ, pre rúry hlavné údaje Všeobecné údaje určené pre polyamidové rúry PQ-PA a hliníkové rúry PQ-AL s vonkajším 12, 15, 18, 22 a 28 mm 3/5.1-1 určené pre polyamidové hadicové vedenia
TOP RUBBER PLUS TECHNICKÉ CHARAKTERISTIKY POPIS PRODUKTU : Antivibračná zvukotesná doska TOP RUBBER PLUS je antivibračný zvukovo izolačný panel tvoren
 TOP RUBBER PLUS TECHNICKÉ CHARAKTERISTIKY PRODUKTU : Antivibračná zvukotesná doska TOP RUBBER PLUS je antivibračný zvukovo izolačný panel tvorený spojením dvoch falcov. dosiek (50 sklopný rozmer) zo sadrových
TOP RUBBER PLUS TECHNICKÉ CHARAKTERISTIKY PRODUKTU : Antivibračná zvukotesná doska TOP RUBBER PLUS je antivibračný zvukovo izolačný panel tvorený spojením dvoch falcov. dosiek (50 sklopný rozmer) zo sadrových
Metrické konštrukcie elipsy Soňa Kudličková, Alžbeta Mackovová Elipsu, ako regulárnu kužeľosečku, môžeme študovať synteticky (konštrukcie bodov elipsy
 Metrické konštrukcie elipsy Soňa Kudličková, Alžbeta Mackovová Elipsu, ako regulárnu kužeľosečku, môžeme študovať synteticky (konštrukcie bodov elipsy) alebo analyticky (výpočet súradníc bodov elipsy).
Metrické konštrukcie elipsy Soňa Kudličková, Alžbeta Mackovová Elipsu, ako regulárnu kužeľosečku, môžeme študovať synteticky (konštrukcie bodov elipsy) alebo analyticky (výpočet súradníc bodov elipsy).
MOPM -prednáška 9.
 Prednáška 09/12 doc. Ing. Rastislav RÓKA, PhD. Ústav telekomunikácií FEI STU Bratislava Klasifikácia telekomunikačných vedení prenosové cesty drôtové a rádiové 1. Efektívne využívanie existujúcich vedení
Prednáška 09/12 doc. Ing. Rastislav RÓKA, PhD. Ústav telekomunikácií FEI STU Bratislava Klasifikácia telekomunikačných vedení prenosové cesty drôtové a rádiové 1. Efektívne využívanie existujúcich vedení
KINETICS OF VACUUM DRYING WITH CONVECTIVE HEATING
 TRIESKOVÉ A BEZTRIESKOVÉ OBRÁBANIE DREVA, 8(1): 101 106, 2012 Zvolen, Technická univerzita vo Zvolene, ISBN 978-80-228-2385-2 101 VPLYV CYKLICKÉHO NAMÁHANIA NA PRUŽNOSŤ BUKOVÉHO RASTLÉHO A LAMELOVÉHO DREVA
TRIESKOVÉ A BEZTRIESKOVÉ OBRÁBANIE DREVA, 8(1): 101 106, 2012 Zvolen, Technická univerzita vo Zvolene, ISBN 978-80-228-2385-2 101 VPLYV CYKLICKÉHO NAMÁHANIA NA PRUŽNOSŤ BUKOVÉHO RASTLÉHO A LAMELOVÉHO DREVA
Platný od: OPIS ŠTUDIJNÉHO ODBORU
 Platný od: 22.2.2017 OPIS ŠTUDIJNÉHO ODBORU (a) Názov študijného odboru: (b) Stupne vysokoškolského štúdia, v ktorých sa odbor študuje a štandardná dĺžka štúdia študijných programov pre tieto stupne vysokoškolského
Platný od: 22.2.2017 OPIS ŠTUDIJNÉHO ODBORU (a) Názov študijného odboru: (b) Stupne vysokoškolského štúdia, v ktorých sa odbor študuje a štandardná dĺžka štúdia študijných programov pre tieto stupne vysokoškolského
Ďalšie vlastnosti goniometrických funkcií
 Ďalšie vlastnosti goniometrických funkcií Na obrázku máme bod B na jednotkovej kružnici, a rovnobežne s y-ovou osou bodom B vznikol pravouhlý trojuholník. Jeho prepona je polomer kružnice má veľkosť 1,
Ďalšie vlastnosti goniometrických funkcií Na obrázku máme bod B na jednotkovej kružnici, a rovnobežne s y-ovou osou bodom B vznikol pravouhlý trojuholník. Jeho prepona je polomer kružnice má veľkosť 1,
Pokrocilé programovanie XI - Diagonalizácia matíc
 Pokročilé programovanie XI Diagonalizácia matíc Peter Markoš Katedra experimentálnej fyziky F2-523 Letný semester 2015/2016 Obsah Fyzikálne príklady: zviazané oscilátory, anizotrópne systémy, kvantová
Pokročilé programovanie XI Diagonalizácia matíc Peter Markoš Katedra experimentálnej fyziky F2-523 Letný semester 2015/2016 Obsah Fyzikálne príklady: zviazané oscilátory, anizotrópne systémy, kvantová
NPQP_de
 hlavné údaje Použitie Jednoduchý výber správneho spoja. Nástrčné prípojky Quick Star ponúkajú bezpečné riešenie pre akýkoľvek spoj. Komfortné systémové nástrčné spojovacie prvky ponúkajú viac ako 1000
hlavné údaje Použitie Jednoduchý výber správneho spoja. Nástrčné prípojky Quick Star ponúkajú bezpečné riešenie pre akýkoľvek spoj. Komfortné systémové nástrčné spojovacie prvky ponúkajú viac ako 1000
DataSheet_NOTUS-S_SK_ indd
 Distribučné elementy NOTUS-S Štvorhranný regulátor konštantného prietoku vzduchu (CAV) Technická špecifikácia Obsah Popis..................................... 3 Vyhotovenie.......................................
Distribučné elementy NOTUS-S Štvorhranný regulátor konštantného prietoku vzduchu (CAV) Technická špecifikácia Obsah Popis..................................... 3 Vyhotovenie.......................................
Slide 1
 SÚSTAVA TRANSF. VZŤAHY Plošné, objemové element Polárna Clindrická rcos rsin rcos r sin z z ds rddr dv rddrdz rcossin Sférická r sin sin dv r sin drd d z rcos Viacrozmerné integrál vo fzike Výpočet poloh
SÚSTAVA TRANSF. VZŤAHY Plošné, objemové element Polárna Clindrická rcos rsin rcos r sin z z ds rddr dv rddrdz rcossin Sférická r sin sin dv r sin drd d z rcos Viacrozmerné integrál vo fzike Výpočet poloh
Izolácie Druhé vydanie Máj 2017 Cenník Kingspan Therma & Selthaan 2017 VYSOKO ÚČINNÉ TEPELNO-IZOLAČNÉ DOSKY Z TUHEJ PENY URČENÉ PRE VŠETKY DRUHY STAVE
 Izolácie Druhé vydanie Máj 2017 Cenník Kingspan Therma & Selthaan 2017 VYSOKO ÚČINNÉ TEPELNO-IZOLAČNÉ DOSKY Z TUHEJ PENY URČENÉ PRE VŠETKY DRUHY STAVEBNÝCH APLIKÁCIÍ Viac informácií: www.kingspaninsulation.sk
Izolácie Druhé vydanie Máj 2017 Cenník Kingspan Therma & Selthaan 2017 VYSOKO ÚČINNÉ TEPELNO-IZOLAČNÉ DOSKY Z TUHEJ PENY URČENÉ PRE VŠETKY DRUHY STAVEBNÝCH APLIKÁCIÍ Viac informácií: www.kingspaninsulation.sk
Anew01_katalog0094
 DVOJPLÁŠŤOVÝ IZOLOVANÝ KOMÍNOVÝ SYSTÉM Z NEREZOVEJ OCELE Číslo normy Povrchová teplota Tlaková trieda (N, P alebo H) Odolnosť proti kondenzácii (W: mokrá alebo D: suchá prevádzka) Korózny odpor (odolnosť
DVOJPLÁŠŤOVÝ IZOLOVANÝ KOMÍNOVÝ SYSTÉM Z NEREZOVEJ OCELE Číslo normy Povrchová teplota Tlaková trieda (N, P alebo H) Odolnosť proti kondenzácii (W: mokrá alebo D: suchá prevádzka) Korózny odpor (odolnosť
PREČO STAVAŤ Z POROTHERMu?
 PREČO STAVAŤ Z POROTHERMu? V tehlovom dome postavenom z kvalitných pálených tehál POROTHERM Profi vytvoríte pre vašu rodinu najzdravšie a najpríjemnejšie prostredie pre život. Dom postavíte za pár mesiacov,
PREČO STAVAŤ Z POROTHERMu? V tehlovom dome postavenom z kvalitných pálených tehál POROTHERM Profi vytvoríte pre vašu rodinu najzdravšie a najpríjemnejšie prostredie pre život. Dom postavíte za pár mesiacov,
IQ Easy firmy Simco-ION Nová generácia výrobkov pre ovládanie statickej elektriny SÚHRN: Firma Simco-ION predstavuje novú generáciu výrobkov pre elimi
 IQ Easy firmy Simco-ION Nová generácia výrobkov pre ovládanie statickej elektriny SÚHRN: Firma Simco-ION predstavuje novú generáciu výrobkov pre elimináciu statickej elektriny, elektrostatické nabíjanie
IQ Easy firmy Simco-ION Nová generácia výrobkov pre ovládanie statickej elektriny SÚHRN: Firma Simco-ION predstavuje novú generáciu výrobkov pre elimináciu statickej elektriny, elektrostatické nabíjanie
SVETELNÁ ENERGIA SOLÁRNY ČLÁNOK ZALOŽENÝ NA UMELEJ FOTOSYNTÉZE 15. mája ODPOVEĎOVÝ HÁROK 1 - Krajina a družstvo:.. Meno: Meno:. Meno:.
 SVETELNÁ ENERGIA SOLÁRNY ČLÁNOK ZALOŽENÝ NA UMELEJ FOTOSYNTÉZE 15. mája 2008 - ODPOVEĎOVÝ HÁROK 1 - Krajina a družstvo:.. Meno: Meno:. Meno:. EXPERIMENT 1: VYTVORENIE FARBIVOVÉHO SOLÁRNEHO ČLÁNKU A. VÝPOČTY
SVETELNÁ ENERGIA SOLÁRNY ČLÁNOK ZALOŽENÝ NA UMELEJ FOTOSYNTÉZE 15. mája 2008 - ODPOVEĎOVÝ HÁROK 1 - Krajina a družstvo:.. Meno: Meno:. Meno:. EXPERIMENT 1: VYTVORENIE FARBIVOVÉHO SOLÁRNEHO ČLÁNKU A. VÝPOČTY
Popis konštrukčného radu: Wilo-Drain TS/TSW 32 Obrázok podobný Konštrukčný typ Kalové ponorné motorové čerpadlo Použitie Čerpanie Typový kl'úč predbež
 Popis konštrukčného radu: Wilo-Drain TS/TSW 32 Obrázok podobný Konštrukčný typ Kalové ponorné motorové čerpadlo Použitie Čerpanie Typový kl'úč predbežne očistenej odpadovej vody bez fekálií a zložiek s
Popis konštrukčného radu: Wilo-Drain TS/TSW 32 Obrázok podobný Konštrukčný typ Kalové ponorné motorové čerpadlo Použitie Čerpanie Typový kl'úč predbežne očistenej odpadovej vody bez fekálií a zložiek s
Jadrova fyzika - Bc.
 Základné vlastnosti jadier 1-FYZ-601 Jadrová fyzika ZÁKLADNÉ VLASTNOSTI ATÓMOVÉHO JADRA 3. 10. 2018 Zhrnutie a základné poznatky 2/10 Praktické jednotky v jadrovej fyzike Je praktické využiť pre jednotky
Základné vlastnosti jadier 1-FYZ-601 Jadrová fyzika ZÁKLADNÉ VLASTNOSTI ATÓMOVÉHO JADRA 3. 10. 2018 Zhrnutie a základné poznatky 2/10 Praktické jednotky v jadrovej fyzike Je praktické využiť pre jednotky
Operačná analýza 2
 Krivky (čiary) Krivku môžeme definovať: trajektória (dráha) pohybujúceho sa bodu, jednoparametrická sústava bodov charakterizovaná určitou vlastnosťou,... Krivky môžeme deliť z viacerých hľadísk, napr.:
Krivky (čiary) Krivku môžeme definovať: trajektória (dráha) pohybujúceho sa bodu, jednoparametrická sústava bodov charakterizovaná určitou vlastnosťou,... Krivky môžeme deliť z viacerých hľadísk, napr.:
PUMPIX SOLAR DN20 V112018
 DN 20 Technický list k 1 4514 0x a 1 7414 2x, vydanie 11 2018 Montážne rozmery v mm a objednávacie čísla Obj. číslo DN Typ čerpadla A B C D E F* G H I** J (mm) (mm) (mm) (mm) (mm) (in) (mm) (mm) (in) (mm)
DN 20 Technický list k 1 4514 0x a 1 7414 2x, vydanie 11 2018 Montážne rozmery v mm a objednávacie čísla Obj. číslo DN Typ čerpadla A B C D E F* G H I** J (mm) (mm) (mm) (mm) (mm) (in) (mm) (mm) (in) (mm)
CENNÍK - VinyTec príslušenstvo k fasádam VinyTherm a VinyStone V2107 Profil rohový - nízky - 60/15 mm Plastový rohový profil sa používa ako priznaný n
 CENNÍK - VinyTec príslušenstvo k fasádam VinyTherm a VinyStone V2107 Profil rohový - nízky - 60/15 mm Plastový rohový profil sa používa ako priznaný nárožný profil pre dosky VinyTherm. Použitie tohto profilu
CENNÍK - VinyTec príslušenstvo k fasádam VinyTherm a VinyStone V2107 Profil rohový - nízky - 60/15 mm Plastový rohový profil sa používa ako priznaný nárožný profil pre dosky VinyTherm. Použitie tohto profilu
Produktfolder V3+V3ee 2019.indd
 V3 V3ee slovensky V3 &V3ee VÝKON VZNIKÁ V HLAVE Tyčové snežné delá série V od spoločnosti TechnoAlpin sa vyznačujú okrúhlou hlavou, ktorá má optimálny pomer medzi vnútorným a vonkajším povrchom. Vďaka
V3 V3ee slovensky V3 &V3ee VÝKON VZNIKÁ V HLAVE Tyčové snežné delá série V od spoločnosti TechnoAlpin sa vyznačujú okrúhlou hlavou, ktorá má optimálny pomer medzi vnútorným a vonkajším povrchom. Vďaka
Skúšanie zámkov lopatiek turbín
 Skúšanie zámkov lopatiek turbín sondami s fázovanou sústavou meničov Ing. Miloš Kováčik, Ing. Rastislav Hyža SlovCert s. r. o. Bratislava Úvod Zámok lopatiek turbín je miestom výskytu trhlín, ktoré môžu
Skúšanie zámkov lopatiek turbín sondami s fázovanou sústavou meničov Ing. Miloš Kováčik, Ing. Rastislav Hyža SlovCert s. r. o. Bratislava Úvod Zámok lopatiek turbín je miestom výskytu trhlín, ktoré môžu
Microsoft Word - Zahradnikova_DP.doc
 DIPLOMOVÁ PRÁCA Priezvisko a meno: Zahradníková Dáša Rok: 2006 Názov diplomovej práce: Nepriaznivé vplyvy v elektrizačnej sústave harmonické zložky prúdu a napätia Fakulta: elektrotechnická Katedra: výkonových
DIPLOMOVÁ PRÁCA Priezvisko a meno: Zahradníková Dáša Rok: 2006 Názov diplomovej práce: Nepriaznivé vplyvy v elektrizačnej sústave harmonické zložky prúdu a napätia Fakulta: elektrotechnická Katedra: výkonových
Microsoft Word - ZF_SI_Oelwechselkit_50145_SK_V01.docx
 Nebezpečenstvo popálenia pri kontakte s horúcim olejom. Je možné ľahké až stredne ťažké zranenie. Používajte ochranné okuliare. Používajte ochranné rukavice. Používajte ochranný odev. Môže dôjsť k materiálnemu
Nebezpečenstvo popálenia pri kontakte s horúcim olejom. Je možné ľahké až stredne ťažké zranenie. Používajte ochranné okuliare. Používajte ochranné rukavice. Používajte ochranný odev. Môže dôjsť k materiálnemu
ETITRAFO Jednofázové bezpečnostné a izolačné transformátory Technické údaje ETITRAFO Jednofázové bezpečnostné a izolačné transformátory Energi
 Technické údaje 200 540 Energia pod kontrolou Bezpečnostný transformátor Je to izolačný transformátor vytvorený na prívod max. 50 V obvodu (bezpečnostné špeciálne nízke napätie) Izolačný transformátor
Technické údaje 200 540 Energia pod kontrolou Bezpečnostný transformátor Je to izolačný transformátor vytvorený na prívod max. 50 V obvodu (bezpečnostné špeciálne nízke napätie) Izolačný transformátor
Údajový list Regulátor teploty pre vykurovanie (PN 25) AVT/VG AVT/VGF vonkajší závit príruba Popis AVT/VG AVT/VGF Regulátor AVT/VG(F) je priamočinný p
 AVT/VG AVT/VGF vonkajší závit príruba Popis AVT/VG AVT/VGF Regulátor AVT/VG(F) je priamočinný p") Údajový list Regulátor teploty pre vykurovanie (PN 25) AVT/VG AVT/VGF vonkajší závit príruba Popis AVT/VG AVT/VGF Regulátor AVT/VG(F) je priamočinný proporcionálny regulátor teploty, vyvinutý predovšetkým
Údajový list Regulátor teploty pre vykurovanie (PN 25) AVT/VG AVT/VGF vonkajší závit príruba Popis AVT/VG AVT/VGF Regulátor AVT/VG(F) je priamočinný proporcionálny regulátor teploty, vyvinutý predovšetkým
Megapress G s SC-Contur Technika vedenia potrubí F4 SK 2/18 Návrh doporučených cien bez DPH pre odbornú verejnosť 2018 Zmeny vyhradené.
 Megapress G Technika vedenia potrubí F4 SK 2/18 Návrh doporučených cien bez DPH pre odbornú verejnosť 2018 Zmeny vyhradené. Lisovací spojovací systém s lisovanými spojkami z nelegovanej ocele 1.0308 pre
Megapress G Technika vedenia potrubí F4 SK 2/18 Návrh doporučených cien bez DPH pre odbornú verejnosť 2018 Zmeny vyhradené. Lisovací spojovací systém s lisovanými spojkami z nelegovanej ocele 1.0308 pre
Úloha č.2 Meranie odporu rezistorov Vladimír Domček Astrofyzika semester Skupina č Laboratórne podmienky: Teplota: 22,6 C Tlak:
 Úloha č.2 Meranie odporu rezistorov Vladimír Domček Astrofyzika 394013 2. semester Skupina č.8 15.3.2012 Laboratórne podmienky: Teplota: 22,6 C Tlak: 100 kpa Vlhkosť: 48% 1 Zadanie rčenie odporu 2 rezistorov
Úloha č.2 Meranie odporu rezistorov Vladimír Domček Astrofyzika 394013 2. semester Skupina č.8 15.3.2012 Laboratórne podmienky: Teplota: 22,6 C Tlak: 100 kpa Vlhkosť: 48% 1 Zadanie rčenie odporu 2 rezistorov
Údajový list Vyvažovacie guľové ventily JIP BaBV (PN25) Popis BaBV WW BaBV FF Vyvažovacie guľové ventily Danfoss BaBV boli špecificky vyvinuté pre apl
 Popis BaBV WW BaBV FF Vyvažovacie guľové ventily Danfoss BaBV boli špecificky vyvinuté pre apl") Vyvažovacie guľové ventily JIP BaBV (PN25) Popis BaBV WW BaBV FF Vyvažovacie guľové ventily Danfoss BaBV boli špecificky vyvinuté pre aplikácie centrálneho zásobovania teplom. Táto špecifikácia zahŕňa
Vyvažovacie guľové ventily JIP BaBV (PN25) Popis BaBV WW BaBV FF Vyvažovacie guľové ventily Danfoss BaBV boli špecificky vyvinuté pre aplikácie centrálneho zásobovania teplom. Táto špecifikácia zahŕňa